

如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
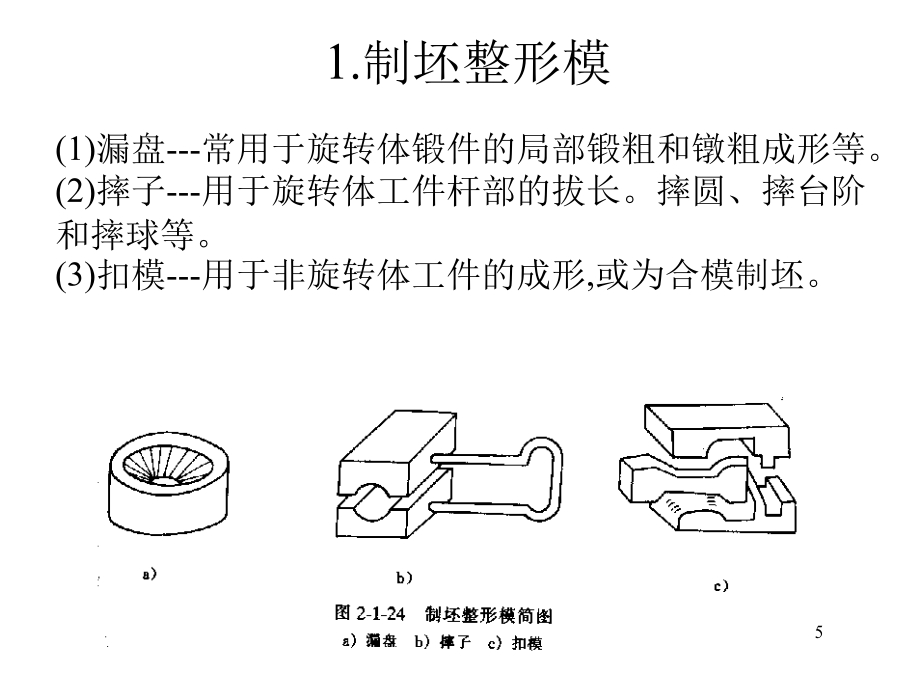
胎模锻造G:\课程资料\金属工艺学\机制动画\胎模锻.avi胎模与自由锻比较:(1)操作简便.生产率高(2)形状准确,尺寸精度高(3)锻件在胎模内成形,组织致密,纤维分布符合性能要求.与锤上模锻比较:(1)设备价廉,并扩大自由锻的生产范围;(2)工艺操作灵活,可以局部成形;(3)胎模不固定在锻造设备上,结构简单,易制造,周期短,可降低锻造成本.缺点:胎模锻件尺寸精度不如锤上模锻件高,工人劳动强度大,生产率较低,模具易损坏.用于中小批量生产。胎模分类及应用(1)漏盘---常用于旋转体锻件的局部锻粗和镦粗成形等。(2)摔子---用于旋转体工件杆部的拔长。摔圆、摔台阶和摔球等。(3)扣模---用于非旋转体工件的成形,或为合模制坯。(1)筒模---锻模为圆筒形,主要用于锻造回转体锻件.又分开式筒模.闭式筒模和组合筒模。(2)合模---由上模和下模两部分组成,用于生产复杂的非体锻件。二.胎模锻造工艺设计1.绘制锻件图锻件图有:冷锻件图,热锻件图(1)分模面选择应能及时发现上下模的错移;金属易充满模膛;提高金属利用率;制模方便(2)加工余量及公差一般单边余量<5公差不超第一次加热取被加热金属的2%~3%,以后各次加热取1.5%~2.0%(2)坯料尺寸计算①镦粗件:1.25≤L/D≤2.5②不经镦粗制坯的锻件,一般按锻件最大直径选择,并根据下列三种情况修正:a.采用摔子滚摔头部,取D=(0.95~1.0)Dmaxb.只用拔长锻出,取D=(0.10~1.2)Dmaxc.需要弯曲时,取D=(1.02~1.05)Dmax910











你相****光吗
 实名认证
实名认证
 内容提供者
内容提供者
最近下载




