如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
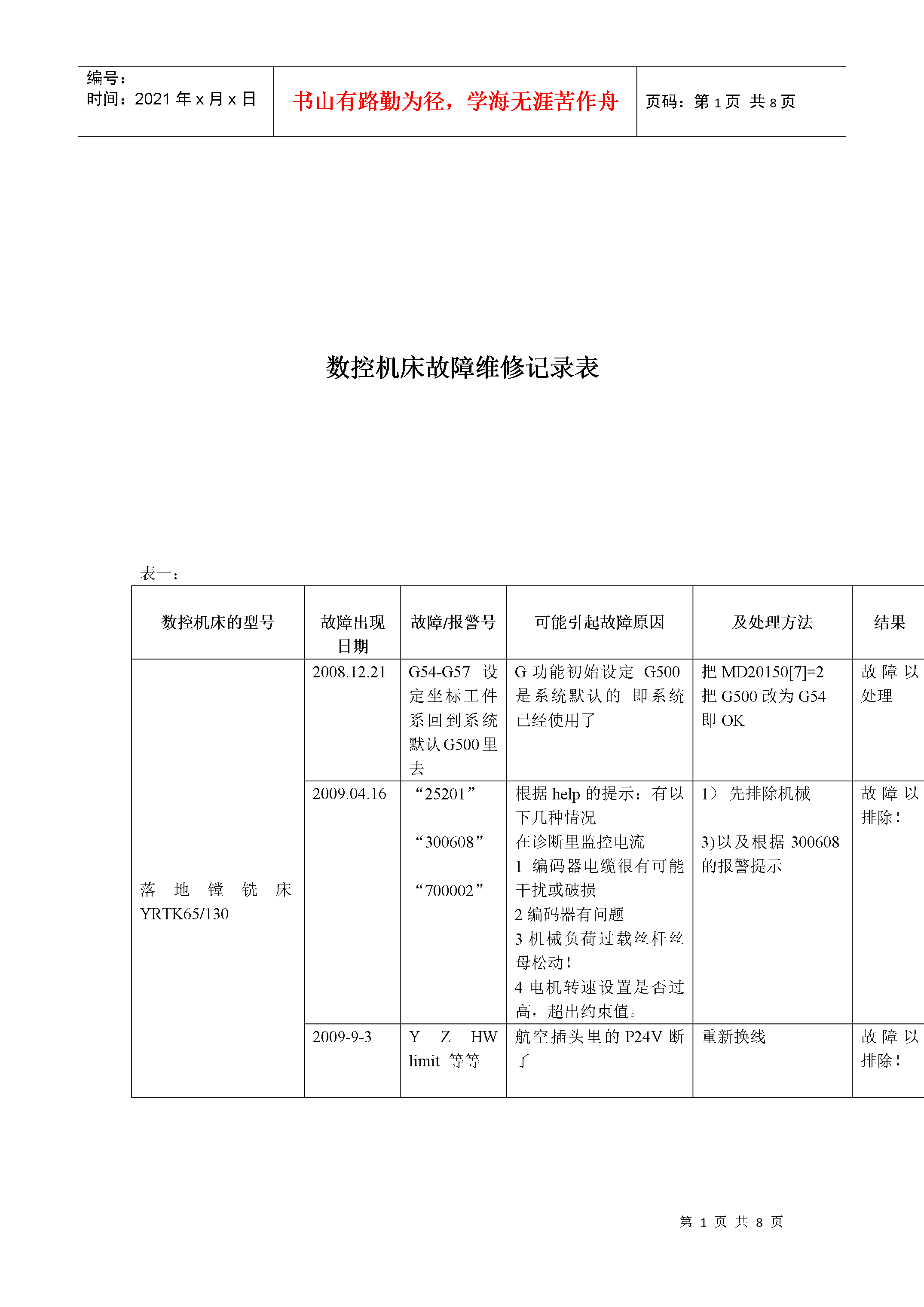
编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:数控机床故障维修记录表表一:数控机床的型号故障出现日期故障/报警号可能引起故障原因及处理方法结果落地镗铣床YRTK65/1302008.12.21G54-G57设定坐标工件系回到系统默认G500里去G功能初始设定G500是系统默认的即系统已经使用了把MD20150[7]=2把G500改为G54即OK故障以处理2009.04.16“25201”“300608”“700002”根据help的提示:有以下几种情况在诊断里监控电流1编码器电缆很有可能干扰或破损2编码器有问题3机械负荷过载丝杆丝母松动!4电机转速设置是否过高,超出约束值。先排除机械3)以及根据300608的报警提示故障以排除!2009-9-3YZHWlimit等等航空插头里的P24V断了重新换线故障以排除!2009-10-14“21612”之所以出现这个报警,是使能被去掉了,有两种情况:一种是系统报警,从内部断开使能,通常还会有其他报警;另一种是使能的某个条件不满足,PLC程序断开使能,比如液压压力低于阀值。如果是后一种,编写PLC程序的时候,应该多做些报警提示信息,这样用户就知道是什么原因引起的,便于维护。故障以排除数控龙门铣V.2500CL.30TM2009/03/02“25030”根据help的提示:有以下几种情况a)MD31100位置控制方向b)MD36200监控极限阀值c)要正确设置MD31050,MD31060MD31070,MD310801):可以适当放大MD36200=5%~10%*实际值;2):若换了配件也需要更改相关的参数由于换了编码器变比变了3):MD31080设置错了!故障以排除2009-04-201)PLC+24V电源空开跳闸把开关电流调整到最大是要跳闸后来进过检查发现是旋转铣头连接开关线对地!故障以排除!2009-04-201)主轴在加工的过程中堵转!1)经过分析检查发现换挡拨叉销子断裂故障以排除!2009-4-27用G01程序时出现等待“主轴”有两种情况如每个档位都出现同样的故障那就说明反馈方向不一致(MD32100MD321101or0)如某个档位出现故障那就修改(MD355000or1)反馈方向32110[1]=1or0旋转方向32100[1]=1or0故障以排除2009-4-27“510001”“横梁为定位”在JOG模式下强制M0.4M0.7=1+其它操作键/定位键/放松键、等等其中:I35.4I35.5的逻辑关系式;AI35.4OI35.5=。。AI35.4OI35.5=。。ANI35.4ANI35.5=crossnotpos。。ANI35.4ANI35.5=区间请求。。AI35.4AI35.5=slowposout。正常定位时左右定位信号(I35.4=1,、I35.5=0)I36.3闯到减速开关时,横梁FastStop横梁Slowup调整至左定位(I35.4)信号!总结:经过以上所述1横梁在换挡MDIorAUTO用M21M22M23M24M25)横梁的动作是—cross_UP_our(Q45.1)由定时器T62控制cross_Faststop(I36.3)来一个上升沿RT62cross_Pin_out再向上,下移动next同上故障以排除2009-7-31“25201”“300608”“21612”“Z轴伺服故障’Z轴VD/VID伺服使能禁止”1)直线轴(MD1605=200msMD1606=8000mm)2)旋转轴MD1605=200msMD1606=30rpm)经过查help?MD36060参数有关z轴由5放大到5.5sp轴由0.6放大到0.8MD1405=??MD1239=50%监控电机电流MD1719故障以排除2009-8-2无报警在走程序的时候发现HMI进给倍率设定成双倍的变化G01X123Y230F50而在HMI界面上显示设定是100%经过排除法判断;原来是与CALLAE83模态指令有关!现在用了一段时间好了。有可能于操作有关。以排除!2009-8-14主轴报30060825201216121)在换挡时卡住了。Gearchange没有成功。2)JOG,MDI,都立即报在诊断的界面看SP空载电流60%以上。经过分析:齿轮咔住了。综以上所述:机械引起报警!原来是卡环忘了装了引起轴向窜动。以排除!2009-10-14SPaxis25040MD36030>MD3600036040有关2009-10-14Siemens840D龙门铣由于加工需要横梁做高度调整,在龙门上设定五个不同高度的档块来调整横梁上下移动到固定某一档。(一档-M21,二档-M22,三档-M23,四档-M24,五档-M25)出于安全考虑;在加工程序调用M21~M25时Y轴,Z轴必须移到某