


如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
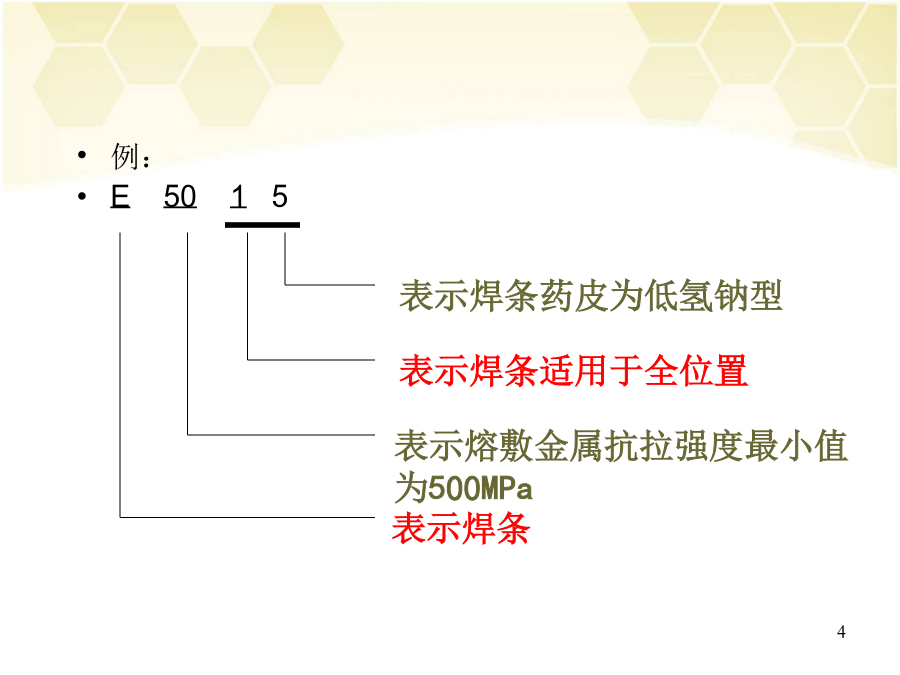
根据焊条药皮熔化后的熔渣特性分为酸性焊条和碱性焊条2、焊条型号(1)焊条型号的编制方法按GB/T5117—1995和GB/T5118—1995标准的规定,碳钢、低合金钢焊条型号编制方法如下:1)型号的第一个字母“E”表示焊条。2)“E”后面两位数字表示熔敷金属抗拉强度的最小值,单位为×10MPa。3)“E”后面第三位数字表示焊条的焊接位置,“0”及“1”表示焊条适用于全位置焊接,“2”表示焊条适用于平焊及横角焊,“4”表示焊条适用于向下立焊。4)“E”后面第三位数字和第四位数字组合时表示药皮类型和电源种类。5)“一”后的字母为熔敷金属化学成分的分类代号,如果还具有附加化学成分时,直接用元素符号表示,并以“一”与前面后缀字母分开。“L”表示碳含量较低;”H”表示碳含量较高;“R”表示硫、磷、硅含量较低。例:E5015碳钢E43系列—熔敷金属抗拉强度≥420MPa碳钢E50系列—熔敷金属抗拉强度≥490MPa低合金钢E55系列—熔敷金属抗拉强度≥540MPa按熔敷金属的化学成分、药皮类型、焊接位置及焊接电流种类划分,不锈钢焊条型号编制方法如下:例:E308L-153、焊条型号与牌号的对应关系表4-7常用碳钢焊条型号与牌号对照表表4-8常用低合金钢焊条型号与牌号对照表表4-9常用不锈钢焊条型号与牌号对照表











你相****光吗
 实名认证
实名认证
 内容提供者
内容提供者
最近下载




