


如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
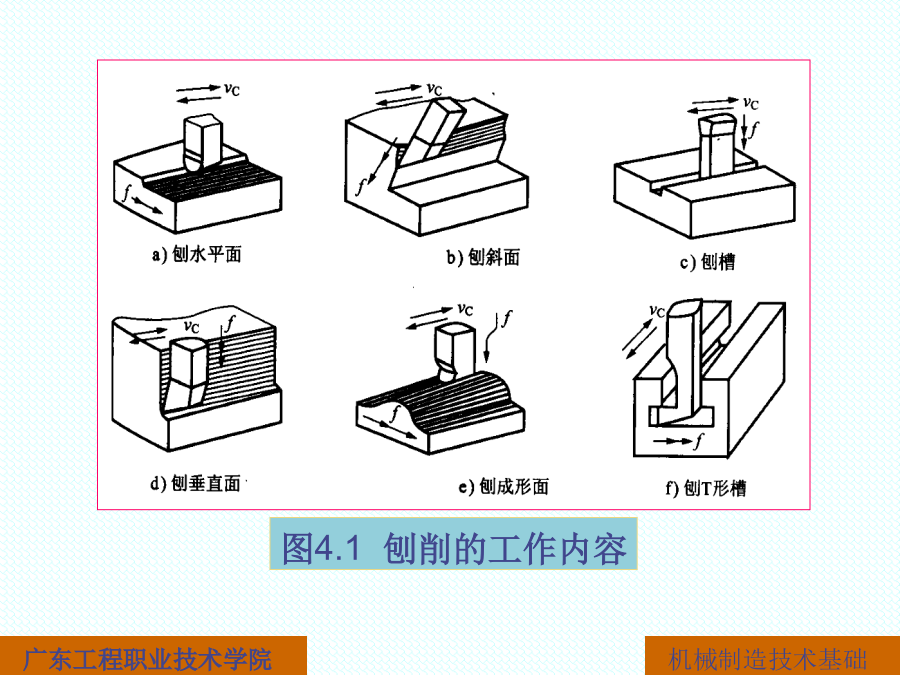
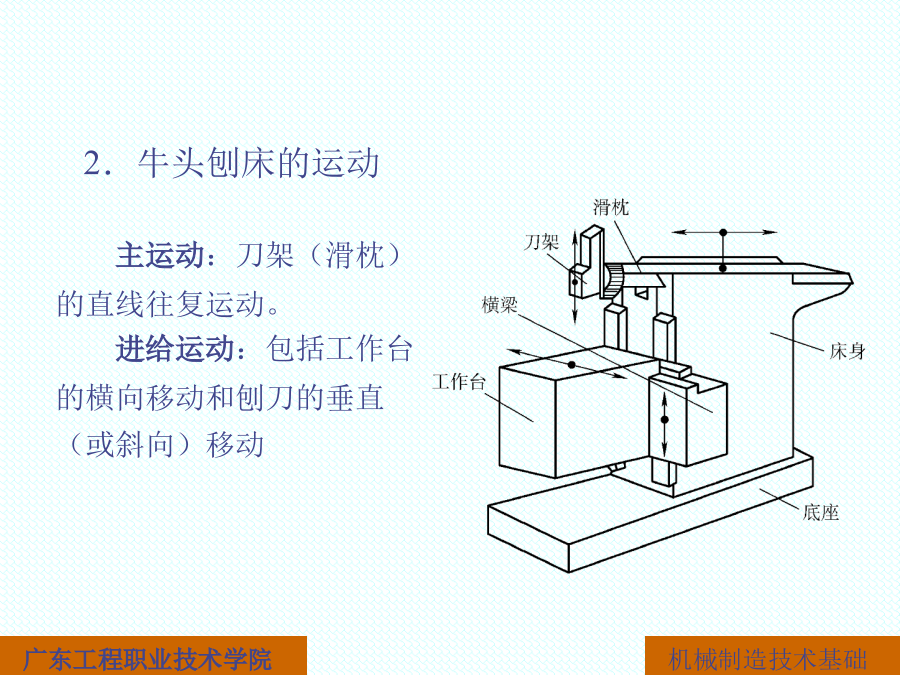
第4章刨削加工方法4.1刨削的工作内容图4.1刨削的工作内容2.牛头刨床的运动刨削加工的主运动是刀具或工件所作的直线往复运动,进给运动是由工件或刀具作垂直于主运动方向的间歇直线运动。刨削加工是单程的切削加工,回程时刀具不进行切削,为空行程。这时刨刀抬起,称作让刀,以避免损伤已加工表面,减缓刀具磨损。刨削精度一般IT7-IT9.Ra6.3μm.刨削加工的刀具结构简单,刃磨方便,生产准备时间少,精刨时可以得到较高的精度和较小的表面粗糙度。在单件、小批生产和维修中,刨削加工仍然是常用的加工方法。刨削加工精度一般为IT9~IT7,表面粗糙度值为Ra6.3~1.6μm。4.2刨削加工工艺系统组成1.牛头刨床图4.2牛头刨床1—刀架2—转盘3—滑枕4—床身5—横梁6—工作台滑枕3可沿床身导轨在水平方向作往复直线运动,使刀具实现主运动v。工件可直接安装在工作台6上,也可安装在工作台上的夹具(如虎钳等)中。加工水平面时,工作台6带动工件沿横梁5作间歇的横向进给运动f1,横梁5能沿床身4的竖直导轨上、下移动,以适应不同高度工件的加工需要。刀架1可沿刀架座上的导轨上、下移动,以调整刨削深度。加工斜面时,可以调整转盘2的角度(可左右回转60o),使刀架沿倾斜方向进给。当加工垂直平面时,用手动使刀架1作垂直方向的进给运动f2。床身4内装有实现主运动的传动机构。2.龙门刨床图4.3龙门刨床1、8—侧刀架2—横梁3、7—立柱4—顶梁5、6—立刀架9—工作台10—床身龙门刨床的主运动是工作台9沿床身10的水平导轨所作的直线往复运动。床身的左右两侧固定有左、右立柱3和7,立柱顶部由顶梁连接,形成刚度较高的龙门框架,因此得名龙门刨床。两个立刀架5和6装在横梁2上,可作横向或垂直方向的进给运动以及快速移动。横梁可沿左右立柱的导轨作垂直升降,调整立刀架的位置,以适应不同高度工件的加工需要。4.2.2刨刀图4.4刨刀类型2.刨刀的结构及其特点刨刀在工作时承受较大的冲击载荷,为了保证刀杆具有足够的强度和刚度以及刀刃不致崩掉,故刨刀的结构有以下特点:1)刀杆的端面尺寸较大,通常为车刀的1.25~1.5倍。2)刀倾角较大,以保护刀尖和提高切削的平稳性。3)在机床—刀具—工件工艺系统刚性许可时,选择较大的刀尖圆弧半径和较小的主偏角。刨刀刀杆的结构形式常见的有两种,如图4.6所示。图4.6a)为直头刨刀,图4.6b)为弯头刨刀。直头刨刀制造简单,但在切削力的作用下易产生“陷刀”现象,从而损坏工件表面。弯头刨刀在切削时,刀杆能产生弯曲变形,使刀尖向后上方运动,避免了上述缺点,故得到了广泛应用。刨刀刨刀切削部分的结构与外圆车刀类似,但由于刨刀的工作条件较差,在作直线往复主运动时会产生惯性和冲击,刨刀的结构特点必须适应这种工作条件。(1)刀杆粗大弯曲。刨刀刀杆的横截面较大,以适应刨削时冲击力的作用,避免折断。此外,刨刀的刀杆通常做成弯曲的。如图4.6(a)所示,当刨削有硬化层的工件时,碰到工件表面上的硬点,刀尖绕O点转动,将扎入已加工表面,不但损坏了已加工表面的质量,还会损坏刀具,刨削深度突然增大时,也会产生这种情况。若采用如图4.6(b)所示的弯曲刀杆,则当切削力突然增大时,刀杆产生的弯曲变形会使刀尖离开工件,从而避免刀尖扎入工件。(2)较小的前角和负的刃倾角。刨刀的几何角度选取原则基本上与车刀相同。但由于刨削过程有冲击,需要增加刀刃的强度,刨刀的前角应比车刀的前角小;为了使刨刀在切入工件时产生的冲击力远离刀尖,刨刀的刃倾角应采用较大的负值。4.2.3刨床夹具1.工件的装夹(2)压板装夹2.刨平面(2)刨垂直平面(3)刨倾斜平面3.刨沟槽刨燕尾槽刨T型槽4.刨曲面4.2.4刨削加工工艺2.削刨侧面的工艺要点3.刨削台阶面的工艺要点4.3刨削用量及刨削参数计算图4.8刨削用量1)切削深度ap(mm)2.刨削用量的选择2)进给量f的选择3)刨削速度的选择4.3.2刨削力与刨削功率的计算4.4刨削加工案例分析4.5刨削加工质量问题及解决措施1、表面粗糙度参数值不符合要求2.工件表面产生波纹3.平面出现小沟纹或微小台阶4.工件开始进给的一端形成倾斜倒棱5.平面局部有凹陷现象6.平面的平面度不符合要求7.两相对平面不平行两相邻平面不垂直课外习题广东工程职业技术学院











你相****光吗
 实名认证
实名认证
 内容提供者
内容提供者
最近下载




