





如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
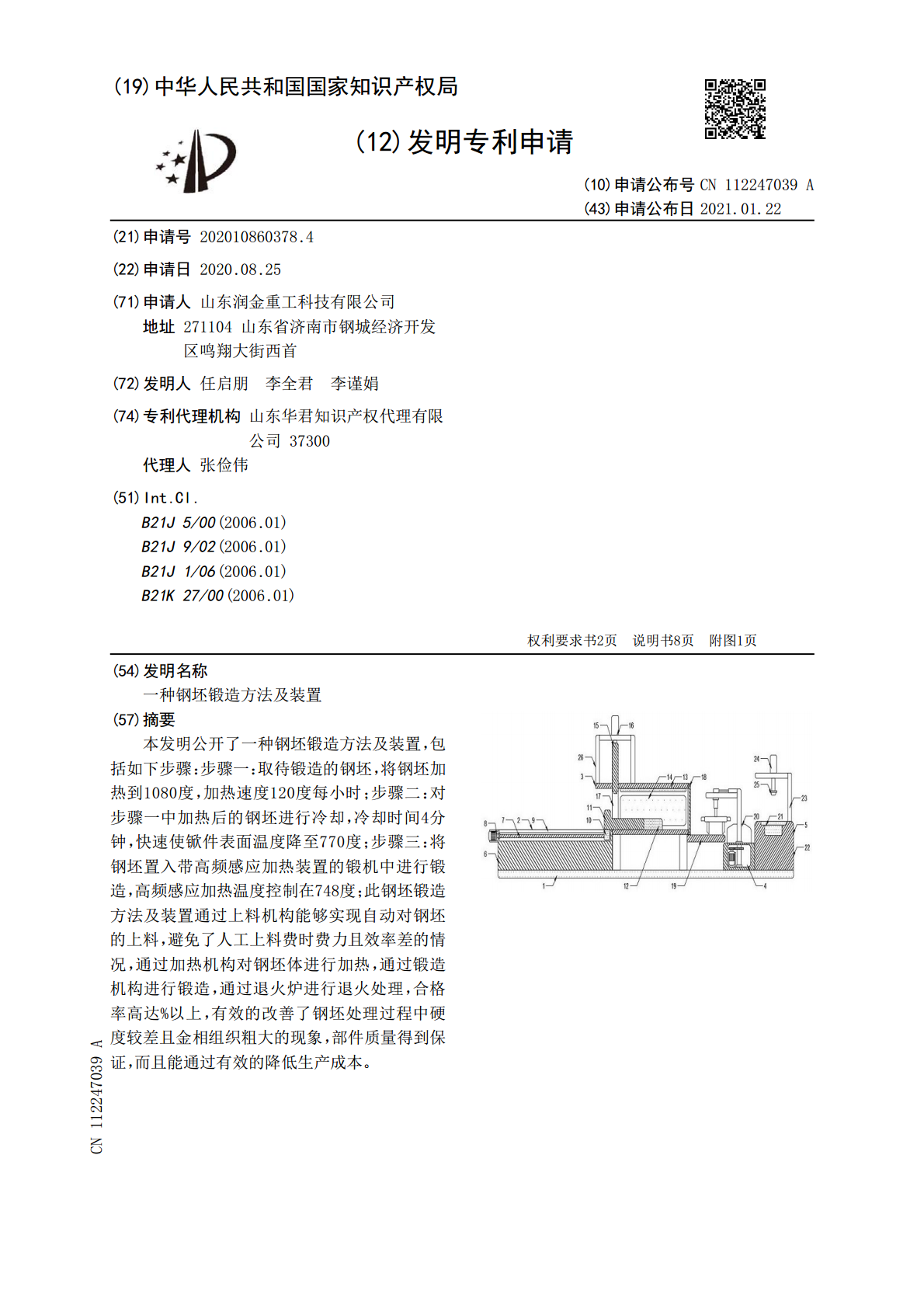
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号CN112247039A(43)申请公布日2021.01.22(21)申请号202010860378.4(22)申请日2020.08.25(71)申请人山东润金重工科技有限公司地址271104山东省济南市钢城经济开发区鸣翔大街西首(72)发明人任启朋李全君李谨娟(74)专利代理机构山东华君知识产权代理有限公司37300代理人张俭伟(51)Int.Cl.B21J5/00(2006.01)B21J9/02(2006.01)B21J1/06(2006.01)B21K27/00(2006.01)权利要求书2页说明书8页附图1页(54)发明名称一种钢坯锻造方法及装置(57)摘要本发明公开了一种钢坯锻造方法及装置,包括如下步骤:步骤一:取待锻造的钢坯,将钢坯加热到1080度,加热速度120度每小时;步骤二:对步骤一中加热后的钢坯进行冷却,冷却时间4分钟,快速使锨件表面温度降至770度;步骤三:将钢坯置入带高频感应加热装置的锻机中进行锻造,高频感应加热温度控制在748度;此钢坯锻造方法及装置通过上料机构能够实现自动对钢坯的上料,避免了人工上料费时费力且效率差的情况,通过加热机构对钢坯体进行加热,通过锻造机构进行锻造,通过退火炉进行退火处理,合格率高达%以上,有效的改善了钢坯处理过程中硬度较差且金相组织粗大的现象,部件质量得到保证,而且能通过有效的降低生产成本。CN112247039ACN112247039A权利要求书1/2页1.一种钢坯锻造方法,其特征在于,包括如下步骤:步骤一:取待锻造的钢坯,将钢坯加热到1000-1100度,加热速度75-150度每小时;步骤二:对步骤一中加热后的钢坯进行冷却,冷却时间1-5分钟,快速使锨件表面温度降至730-790度;步骤三:将钢坯置入带高频感应加热装置的锻机中进行锻造,高频感应加热温度控制在740-750度;步骤四:锻造完成后将锻件快速降至700度以下,使钢坯内部晶粒尺寸不再长大;步骤五:将步骤3中钢坯置于退火炉中退火,根据需要选择扩氢退火或者其他退火方式,退火温度控制在640-680度,退火时间为2-6小时。2.根据权利要求1所述的一种钢坯锻造方法,其特征在于:所述步骤二中对钢坯的冷却方法采用油萃冷却法。3.根据权利要求1所述的一种钢坯锻造方法,其特征在于:所述步骤五中的退火方式可以选择扩氢退火或者其他退火方式。4.根据权利要求1所述的一种钢坯锻造装置,其特征在于:包括基座(1)、上料机构(2)、加热机构(3)、机械手(4)、锻造机构(5)和退火炉(20),所述基座(1)顶部设置有加热机构(3),且基座(1)顶部位于加热机构(3)的一侧设置有上料机构(2),所述基座(1)顶部远离上料机构(2)的一端设置有锻造机构(5),且基座(1)顶部位于上料机构(2)和锻造机构(5)之间而是指有机械手(4),所述基座(1)顶部位于机械手(4)的侧边设置有退火炉(20)。5.根据权利要求4所述的一种钢坯锻造装置,其特征在于:所述加热机构(3)包括加热炉(13)、加热板(14)、密封板(15)、气缸(16)、密封门(18)和固定架(26),所述基座(1)顶部安装有加热炉(13),且加热炉(13)的一端通过铰链转动连接有密封门(18),所述加热炉(13)的另一端开设有连通槽(17),且连通槽(17)内配合连接有密封板(15),所述加热炉(13)顶部位于连通槽(17)上方安装有固定架(26),且固定架(26)的顶部安装有气缸(16),所述气缸(16)的端部穿过固定架(26),所述密封板(15)的顶部穿过加热炉(13)与气缸(16)连接,所述加热炉(13)的对应两侧壁及加热炉(13)内壁的顶部均安装有加热板(14),且加热炉(13)内设置有钢坯体(12),所述加热炉(13)侧壁位于密封门(18)下方安装有放置板(19)。6.根据权利要求5所述的一种钢坯锻造装置,其特征在于:所述密封门(18)位于加热炉(13)的一侧设置有密封条,且密封条与加热炉(13)贴合连接。7.根据权利要求4所述的一种钢坯锻造装置,其特征在于:所述上料机构(2)包括上料台(6)、丝杠(7)、伺服电机(8)、滑块(10)和推板(11),所述基座(1)顶部位于加热炉(13)端部安装有上料台(6),所述上料台(6)的顶部开设有凹槽,且凹槽内通过轴承转动连接有丝杠(7),所述丝杠(7)外侧螺纹连接有滑块(10),所述上料台(6)顶部开设有水平方向的滑槽(9),所述滑块(10)的端部穿过滑槽(9)固定有推板(11),且推板(11)滑动连接在上料台(6)顶部。8.根据权利要求7所述的一种钢坯锻造装置,其特征在于:所述锻造机构(5)包括高频感应加热装置(21)、支撑台(22)、支撑架(23)、











山梅****ai
 实名认证
实名认证
 内容提供者
内容提供者
最近下载




