





如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
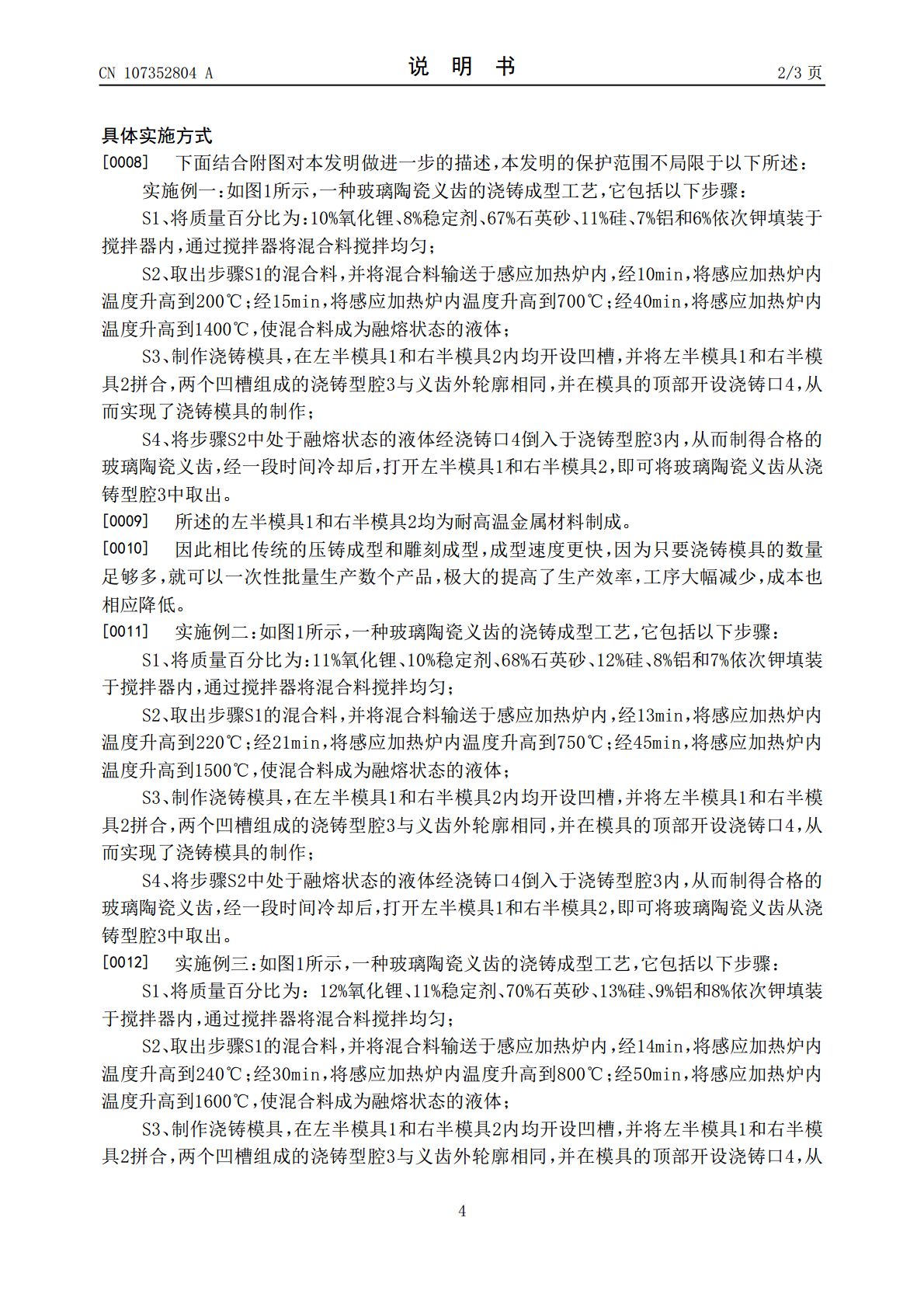
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号CN107352804A(43)申请公布日2017.11.17(21)申请号201710402495.4(22)申请日2017.06.01(71)申请人成都贝施美生物科技有限公司地址610000四川省成都市经济开发区成龙路二段1666号(72)发明人鄢新章刘谋山王昌健李蛟万乾炳刘福祥(51)Int.Cl.C03C10/00(2006.01)C03C6/04(2006.01)C03B19/02(2006.01)A61C8/00(2006.01)权利要求书1页说明书3页附图1页(54)发明名称一种玻璃陶瓷义齿的浇铸成型工艺(57)摘要本发明公开了一种玻璃陶瓷义齿的浇铸成型工艺,它包括以下步骤:S1、将S1、将质量百分比为:10~12%氧化锂、8~11%稳定剂、67~70%石英砂、11~13%硅、7~9%铝和6~8%依次钾填装于搅拌器内,通过搅拌器将混合料搅拌均匀;S2、取出步骤S1的混合料,并将混合料输送于感应加热炉内,经10~14min,将感应加热炉内温度升高到200~240℃;经15~30min,将感应加热炉内温度升高到700~800℃;经40~50min,将感应加热炉内温度升高到1400~1600℃,使混合料成为融熔状态的液体;S3、制作浇铸模具;S4、融熔状态的液体经浇铸口(4)倒入于浇铸型腔(3)内,从而制得合格的玻璃陶瓷义齿。本发明的有益效果是:制作工序少、制作成本低、成型效率高、可实现批量生产。CN107352804ACN107352804A权利要求书1/1页1.一种玻璃陶瓷义齿的浇铸成型工艺,其特征在于:它包括以下步骤:S1、将质量百分比为:10~12%氧化锂、8~11%稳定剂、67~70%石英砂、11~13%硅、7~9%铝和6~8%依次钾填装于搅拌器内,通过搅拌器将混合料搅拌均匀;S2、取出步骤S1的混合料,并将混合料输送于感应加热炉内,经10~14min,将感应加热炉内温度升高到200~240℃;经15~30min,将感应加热炉内温度升高到700~800℃;经40~50min,将感应加热炉内温度升高到1400~1600℃,使混合料成为融熔状态的液体;S3、制作浇铸模具,在左半模具(1)和右半模具(2)内均开设凹槽,并将左半模具(1)和右半模具(2)拼合,两个凹槽组成的浇铸型腔(3)与义齿外轮廓相同,并在模具的顶部开设浇铸口(4),从而实现了浇铸模具的制作;S4、将步骤S2中处于融熔状态的液体经浇铸口(4)倒入于浇铸型腔(3)内,从而制得合格的玻璃陶瓷义齿,经一段时间冷却后,打开左半模具(1)和右半模具(2),即可将玻璃陶瓷义齿从浇铸型腔(3)中取出。2.根据权利要求1所述的一种玻璃陶瓷义齿的浇铸成型工艺,其特征在于:所述的左半模具(1)和右半模具(2)均为耐高温金属材料制成。2CN107352804A说明书1/3页一种玻璃陶瓷义齿的浇铸成型工艺技术领域[0001]本发明涉及玻璃陶瓷义齿快速成型的技术领域,特别是一种玻璃陶瓷义齿的浇铸成型工艺。背景技术[0002]口腔种植体又称为牙种植体,还称为人工牙根。种植体是通过外科手术的方式将其植入人体缺牙部位的上或下颌骨内,待其手术伤口愈合后,种植体外部的螺牙与上或下颌骨结合为一体。玻璃陶瓷的加工目前有两种加工方式:其中一种是压铸成型,即将块状玻璃陶瓷放置于型腔内,再采用液压机对块状玻璃陶瓷进行挤压,从而在型腔内加工出玻璃陶瓷义齿,这种方式,只能单件生产,效率低下,不能推广采用。另一种是雕刻成型,每雕刻几件产品都需要对雕刻机进行维护,也存在生产效率低的缺陷。发明内容[0003]本发明的目的在于克服现有技术的缺点,提供一种制作工序少、制作成本低、成型效率高、可实现批量生产的玻璃陶瓷义齿的浇铸成型工艺。[0004]本发明的目的通过以下技术方案来实现:一种玻璃陶瓷义齿的浇铸成型工艺,它包括以下步骤:S1、将质量百分比为:10~12%氧化锂、8~11%稳定剂、67~70%石英砂、11~13%硅、7~9%铝和6~8%依次钾填装于搅拌器内,通过搅拌器将混合料搅拌均匀;S2、取出步骤S1的混合料,并将混合料输送于感应加热炉内,经10~14min,将感应加热炉内温度升高到200~240℃;经15~30min,将感应加热炉内温度升高到700~800℃;经40~50min,将感应加热炉内温度升高到1400~1600℃,使混合料成为融熔状态的液体;S3、制作浇铸模具,在左半模具和右半模具内均开设凹槽,并将左半模具和右半模具拼合,两个凹槽组成的浇铸型腔与义齿外轮廓相同,并在模具的顶部开设浇铸口,从而实现了浇铸模具的制作;S4、将步骤S2中处于融熔状态的液体经浇铸口倒入于浇铸型腔内,从而制得合格的玻璃陶瓷义齿,经一段时间冷却











努力****骞北
 实名认证
实名认证
 内容提供者
内容提供者
最近下载




