


如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
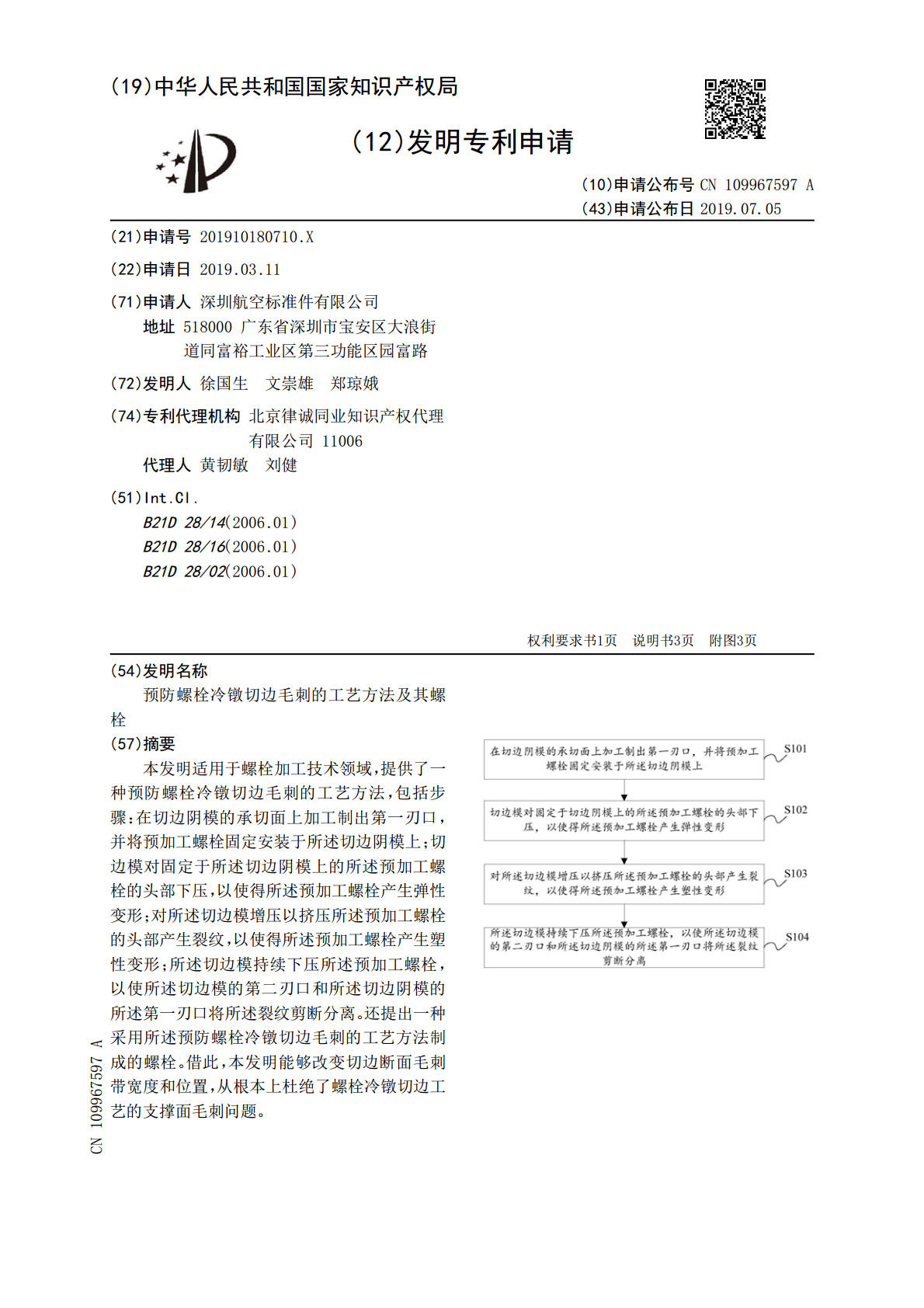
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号CN109967597A(43)申请公布日2019.07.05(21)申请号201910180710.X(22)申请日2019.03.11(71)申请人深圳航空标准件有限公司地址518000广东省深圳市宝安区大浪街道同富裕工业区第三功能区园富路(72)发明人徐国生文崇雄郑琼娥(74)专利代理机构北京律诚同业知识产权代理有限公司11006代理人黄韧敏刘健(51)Int.Cl.B21D28/14(2006.01)B21D28/16(2006.01)B21D28/02(2006.01)权利要求书1页说明书3页附图3页(54)发明名称预防螺栓冷镦切边毛刺的工艺方法及其螺栓(57)摘要本发明适用于螺栓加工技术领域,提供了一种预防螺栓冷镦切边毛刺的工艺方法,包括步骤:在切边阴模的承切面上加工制出第一刃口,并将预加工螺栓固定安装于所述切边阴模上;切边模对固定于所述切边阴模上的所述预加工螺栓的头部下压,以使得所述预加工螺栓产生弹性变形;对所述切边模增压以挤压所述预加工螺栓的头部产生裂纹,以使得所述预加工螺栓产生塑性变形;所述切边模持续下压所述预加工螺栓,以使所述切边模的第二刃口和所述切边阴模的所述第一刃口将所述裂纹剪断分离。还提出一种采用所述预防螺栓冷镦切边毛刺的工艺方法制成的螺栓。借此,本发明能够改变切边断面毛刺带宽度和位置,从根本上杜绝了螺栓冷镦切边工艺的支撑面毛刺问题。CN109967597ACN109967597A权利要求书1/1页1.一种预防螺栓冷镦切边毛刺的工艺方法,其特征在于,包括步骤:在切边阴模的承切面上加工制出第一刃口,并将预加工螺栓固定安装于所述切边阴模上;切边模对固定于所述切边阴模上的所述预加工螺栓的头部下压,以使得所述预加工螺栓产生弹性变形;对所述切边模增压以挤压所述预加工螺栓的头部产生裂纹,以使得所述预加工螺栓产生塑性变形;所述切边模持续下压所述预加工螺栓,以使所述切边模的第二刃口和所述切边阴模的所述第一刃口将所述裂纹剪断分离。2.根据权利要求1所述的预防螺栓冷镦切边毛刺的工艺方法,其特征在于,所述在切边阴模的承切面上加工制出第一刃口,并将预加工螺栓固定安装于所述切边阴模上的步骤包括:所述预加工螺栓的螺杆插接于所述切边阴模的内孔,所述预加工螺栓的头部设于所述切边模和所述切边阴模之间。3.根据权利要求1所述的预防螺栓冷镦切边毛刺的工艺方法,其特征在于,所述第二刃口和所述第一刃口上下相对且尺寸相适配。4.一种采用有如权利要求1~3任一项所述预防螺栓冷镦切边毛刺的工艺方法制成的螺栓。2CN109967597A说明书1/3页预防螺栓冷镦切边毛刺的工艺方法及其螺栓技术领域[0001]本发明涉及螺栓加工技术领域,尤其涉及一种预防螺栓冷镦切边毛刺的工艺方法及其螺栓。背景技术[0002]冷镦工艺是少无切削金属压力加工新工艺之一。它是一种利用金属在外力作用下所产生的塑性变形,并借助于模具,使金属体积作重新分布及转移,从而形成所需要的零件或毛坯的加工方法冷镦工艺对于大批量生产的汽车高强度紧固件、摩托车、自行车、家电上的异形的自动化生产是必不可少的制造方法。[0003]而切边工序是冷镦工艺的补充,是生产切边紧固件螺栓中一道十分关键的工序,切边是用两个模具的刃口切除零件的多余材料,使之形成所需要的形状。在切边成形之前,毛坯必须进行整形,通过整形可得到符合工艺要求的毛坯。若毛坯尺寸太大,即切边余量太大,需要的切挤力就较大,容易造成切边模具寿命降低,模具意外损坏的可能性加大,并且消耗原材料,切边毛刺也越大;切边余量太小,切边后零件容易掉角,形状不完整,得不到满意的外观质量,螺栓切边后有毛刺飞边,为去除掉毛刺还需要增加一道滚光工序。[0004]现有用于切边工序的切边阴模没有配置刃口结构,对待加工螺栓进行切边时,只通过切边模上的刃口进行切料,从而容易产生较大的毛刺,毛刺会产生在头部支撑面内,当螺栓配装配时,毛刺在装配力矩作用下刮伤配装面。[0005]综上可知,现有的方法在实际使用上,显然存在不便与缺陷,所以有必要加以改进。发明内容[0006]针对上述的缺陷,本发明的目的在于提供一种预防螺栓冷镦切边毛刺的工艺方法及其螺栓,能够改变切边断面毛刺带宽度和位置,从根本上杜绝了螺栓冷镦切边工艺的支撑面毛刺问题。[0007]为了实现上述目的,本发明提供了一种预防螺栓冷镦切边毛刺的工艺方法,包括步骤:[0008]在切边阴模的承切面上加工制出第一刃口,并将预加工螺栓固定安装于所述切边阴模上;[0009]切边模对固定于所述切边阴模上的所述预加工螺栓的头部下压,以使得所述预加工螺栓产生弹性变形;[0010]对所述切边模增压以挤压所述预加工螺栓的头部产生裂纹,以使得所述预加工螺栓产生塑性变形;[0











Jo****31
 实名认证
实名认证
 内容提供者
内容提供者
最近下载




