

如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
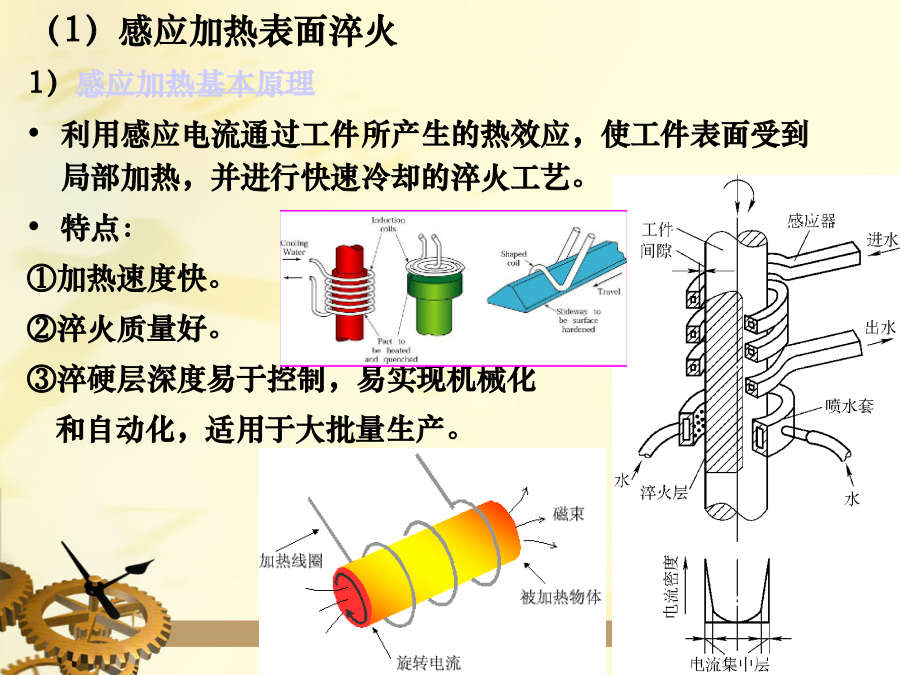
钢的表面热处理 表面淬火:仅对工件表层进行淬火的热处理工艺。 原理:通过快速加热,使钢的表层奥氏体化,在热量尚未充分传到零件中心时就立即予以冷却淬火,得到马氏体组织。 目的:使工件表面获得高硬度和高耐磨性,而心部保持较好的塑性和韧性,以提高其在扭转、弯曲、循环应力或在摩擦、冲击、接触应力等工作条件下的使用寿命。 适用:中碳钢、中碳合金钢。 方法:火焰加热表面淬火、感应加热表面淬、电接触加热表面淬火、激光加热表面淬火。(1)感应加热表面淬火 1)感应加热基本原理 利用感应电流通过工件所产生的热效应,使工件表面受到局部加热,并进行快速冷却的淬火工艺。 特点: ①加热速度快。 ②淬火质量好。 ③淬硬层深度易于控制,易实现机械化 和自动化,适用于大批量生产。2)感应加热表面淬火类型 ①高频感应加热表面淬火 常用频率为200~300kHz,淬硬层深度为0.5~2mm。 用于淬硬层较薄的中、小模数齿轮和中、小尺寸轴类零件等。 ②中频感应加热表面淬火 常用频率为2500~8000Hz,淬硬层深度为2~10mm。 主要用于大、中模数齿轮和较大直径轴类零件等。 ③工频感应加热表面淬火 电流频率为50Hz,淬硬层深度为lO~20mm。 用于大直径零件(如轧辊、火车车轮等)的表面淬火和大直径钢件的穿透加热。 二、表面化学热处理 化学热处理——将工件置于一定温度的活性介质中保温,使一种或几种元素渗入它的表层,以改变其化学成分、组织和性能的热处理工艺。 不仅改变了钢表面的组织,而且表面层的化学成分也发生了变化,因而能更有效地改变零件表层的性能。 根据渗入元素分类:渗碳、渗氮、碳氮共渗、渗硼、渗金属等。 化学热处理的基本过程 (1)钢的渗碳及其应用 渗碳——将钢件置于渗碳介质中加热并保温,使碳原子渗入工件表层的化学热处理工艺。 目的:提高钢件表层的含碳量,淬火与回火后表面硬、心部韧。 材料:低碳钢、低碳合金钢。 渗碳后处理:淬火及低温回火。 工艺路线: 锻造→正火→机械加工→渗碳→淬火+低温回火。 渗碳方法:固体渗碳法、液体渗碳法和气体渗碳法三种。 ★渗碳后的组织及热处理 低碳钢件渗碳后表层含碳量0.85%~1.05%为最佳。表层为过共析组织(珠光体和网状二次渗碳体),与其相邻为共析组织(珠光体),再向里为亚共析组织的过渡层(珠光体和铁素体),心部为原低碳钢组织(铁素体和少量珠光体) 工件的渗碳层深度取决于工件尺寸和工作条件,一般为0.5~2.5mm。 为使工件表面具有高硬度、高耐磨性,必须对渗碳工件进行淬火和低温回火。★渗碳后常用的淬火方法 1)直接淬火 工件从渗碳温度预冷到略高于心部Ar3的某一温度,立即放入水或油中。预冷是为了减少淬火应力和变形。2)一次淬火 第一次淬火是为了改善心部组织和消除表面网状二次渗碳体,加热温度为Ac3以上30~50℃。3)二次淬火 第二次淬火是为细化工件表层组织,获得细马氏体和均匀分布的粒状二次渗碳体,加热温度为Ac1以上30~50℃,二次淬火法工艺复杂,生产周期长,成本高,变形大,只适用于表面耐磨性和心部韧性要求高的零件。(2)钢的渗氮(氮化) 渗氮:在一定温度,一定介质中使氮原子渗入工件表层的化学热处理工艺。 目的:提高工件表面硬度、耐磨性、疲劳强度和耐蚀性。 l)渗氮用钢 渗氮用钢一般是含有Al、Cr、Mo、Ti、V等合金元素的钢,这些元素能与N形成颗粒细小、分布均匀、硬度高的各种氮化物(CrN、MoN、AlN),渗氮后工件表面有很高的硬度(1000~1200HV,相当于72HRC)和耐磨性,因此渗氮后不需再进行淬火。2)常用渗氮方法 ①气体渗氮:在有活性氮原子的气体中进行渗氮。 ②离子渗氮:在低于1×105Pa的渗氮气氛中,利用工件(阴极)和阳极之间产生的辉光放电进行渗氮的工艺。3)渗氮和渗碳相比有何特点? 氮原子的渗入使渗氮层内形成残留压应力,可提高疲劳强度(25%~35%);渗氮层表面由致密的、连续的氮化物组成,使工件具有很高的耐蚀性;渗氮温度低,工件变形小;渗氮层很薄(<0.6~0.70mm),渗氮后只能精磨、研磨或抛光。渗氮层较脆,不能承受冲击力,生产周期长(例如0.3~0.5mm的渗层,需要30~50h),成本高。 渗氮前零件须经调质处理,获得回火索氏体组织,以提高心部的性能。渗氮后不需再热处理。 渗氮用于耐磨性和精度要求高的精密零件或承受交变载荷以及要求耐热、耐蚀、耐磨的零件的重要零件。 (3)碳氮共渗技术 两种方法:一种是以渗碳为主碳氮共渗,另一种是以渗氮为主的软氮化。 1)以渗碳为主的碳氮共渗 目的:提高工件表面的硬度和耐磨性。 碳氮共渗后要进行淬火、低温回火。共渗层表面组织为回火马氏体、粒状碳氮化合物。渗层深度0.3~0.8mm。碳氮共渗用钢:低碳或中碳钢、低合金钢及合金钢。 特点











天马****23
 实名认证
实名认证
 内容提供者
内容提供者
最近下载
最新上传
高平市第一中学2023年高三综合题(三)物理试题.doc
鄂尔多斯市第一中学2022-2023学年高三3月份两校联考物理试题.doc
迪庆市重点中学2023届高考物理试题命题比赛模拟试卷(31).doc
赣州市红旗实验中学2023届高三下学期第一次模拟-物理试题试卷.doc
福建莆田秀屿下屿中学2023年高三高考考前指导卷(2)物理试题.doc
福建省龙海市第二中学2023年高三下学期第一次适应性考试物理试题.doc
福建省龙岩高中2023届高三第三次教学质量监测物理试题试卷.doc
福建省龙岩市龙岩第一中学2023届高三3月新起点考试物理试题.doc
福建省龙岩市龙岩一中2022-2023学年5月高三联考物理试题试卷.doc
福建省龙岩市长汀县新桥中学2023年下学期高三联考物理试题.doc




