

如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
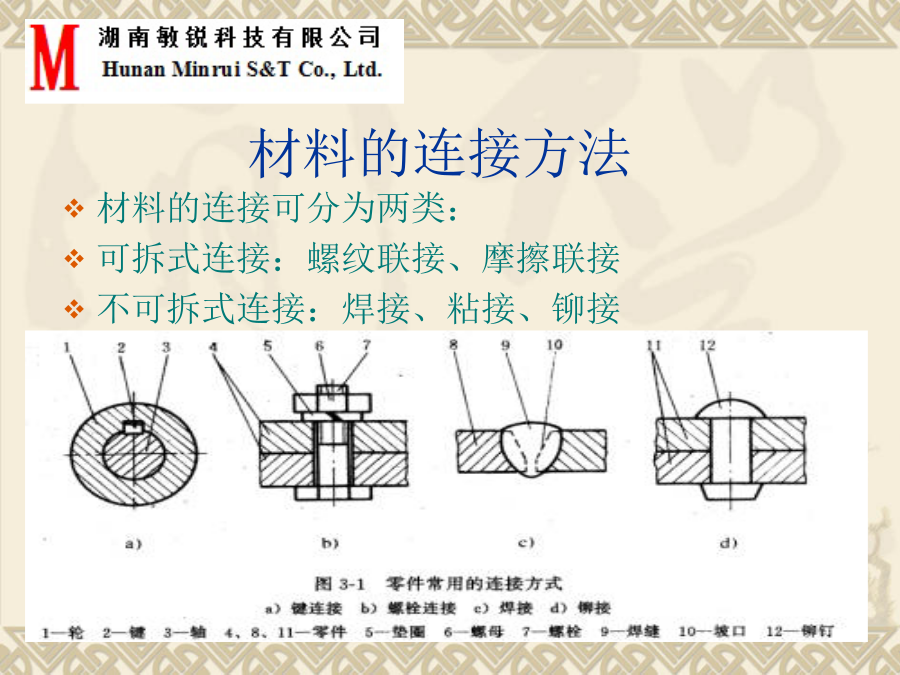
焊接基础知识—常用焊接方法和其特点绪论材料的连接可分为两类: 可拆式连接:螺纹联接、摩擦联接 不可拆式连接:焊接、粘接、铆接粘接的的特点: ①可用于多种不同形状的接头和各种不同材料(如各种金属、非金属以及金属与非金属)的连接。 ②可实现大面积连接。接头的应力分布较均匀,耐疲劳性能好。 ③接头的密封性能好,并具有耐腐蚀和绝缘等性能。 ④工艺简便,无焊接的高温,又无螺纹连接和铆接所需的多种机械紧固件(如螺钉、螺母、垫圈、销钉等),生产率高。 粘接的不足之处: ①粘接接头的强度不及焊接接头高。 ②接头的耐热性较低(一般在300℃以下)。 ③使用中胶粘层易发生老化,接头强度性能不稳定,影响结构使用寿命 1)特点 ①一般不需对接头加热,可保持材料原有的组织和性能,无热应力和变形等问题。 ②可以对同种材料或导种材料进行连接。 2)铆接的缺点 ①铆接通常要加垫板,铆钉等附件,增加结构自重和钻孔、加工等工序; ②接头处截面增加,易形成较大的应力集中; ③较难实现接头的密封性连接。 特点 ①具有可拆御性; ②连接强度根据需要可在较大范围内调整。 螺纹连接是各种机械、仪器、仪表中应用最广泛的可拆卸连接方法。摩擦连接——通过配合表面的机械摩擦力将两个分离的零件连接成一个整体的方法焊接的定义金属焊接的本质 原子之间距离(晶格)非常小→形成了牢固的结合力→固态金属保持固定的形状→施加足够的外力→破坏原子间结合→变形或分离成两块 金属焊接的困难 表面粗糙度和表面存在的氧化膜及其它污染物,阻碍不同构件表面金属原子之间接近到晶格距离并形成结合力。 焊接过程的本质 通过适当的物理化学过程克服上述困难,使两个分离的固态物体表面的原子接近到晶格距离(即0.3-0.5nm),产生原子(或分子)间结合而连接成一体的加工方法。焊接的特点公元前3000多年埃及出现了锻焊技术。 公元前2000多年中国的殷朝采用铸焊制造兵器。 公元前200年前,中国已经掌握了青铜的钎焊及铁器的锻焊工艺。 1801年:英国H.Davy发现电弧。 1881年:法国人DeMeritens发明了最早期的碳弧焊机。 1888年:俄罗斯人H.г.Cлавянов发明金属极电弧焊。 1889—1890年:美国人C.L.Coffin首次使用光焊丝作电极进行了电弧焊接。 1890年:英国人Brown第一次使用氧加燃气切割进行了抢劫银行的尝试。 1900年:英国人Strohmyer发明了薄皮涂料焊条。 1907年10月瑞典人O.Kjellberg完善了焊条 1916年:安塞尔.先特.约发明了焊接区X射线无损探伤法。 大约1920年药芯焊丝被用于耐磨堆焊 1930年:前苏联罗比诺夫发明埋弧焊。 1941年:二次世界大战时舰艇、飞机、坦克等重武器的制造采用了大量的焊接技术。 1956年:前苏联楚迪克夫发明了摩擦焊技术。 1957年:法国施吉尔发明电子束焊。 1957年:前苏联卡扎克夫发明扩散焊。 1990年左右:逆变技术得到了长足的发展,其结果使得焊接设备的重量和尺寸大大的下降。 1991年:英国焊接研究所发明了搅拌摩擦焊,成功的焊接了铝合金平板。 1996年:以乌克兰巴顿焊接研所B.K.Lebegev院士为首的三十多人的研制小组,研究开发了人体组织的焊接技术。 2001年:人体组织焊接成功应用于临床。熔化焊 将焊件接头加热至熔化状态,然后冷却结晶成一体的方法。熔化焊最容易实现原子结合,是金属焊接的最主要方法。 固相焊接(压焊) 利用摩擦、扩散和加压等物理作用,克服表面不平度,除去氧化膜及其它污染物,使两个连接表面的原子相互接近到晶格距离,从而在固态条件下实现连接。 钎焊 采用熔点低于焊件(母材)的钎料与焊件一起加热,使钎料熔化(焊件不熔化)后,依靠钎料的流动充填接头预留空隙中,并与固态的母材相互扩散、溶解,冷却后实现焊接的方法。焊接方法的符号及数字表示一、手工电弧焊2、焊接过程 手工电弧焊3、手工电弧焊的特点二、埋弧自动焊埋弧自动焊2.埋弧自动焊的特点与应用压力容器环缝和纵缝的埋弧自动焊三、气体保护焊钨极氩弧焊熔化极氩弧焊氩弧焊特点2、CO2气体保护焊CO2气体保护焊的特点气体保护焊四、气焊五、电渣焊六、电阻焊电阻焊特点将待焊接的金属件搭接放置在两个电极之间。通过电极施加一定的力将板材压在一起以后,在给定的时间内(瞬间),电流从一个电极通过板材流到另一个电极。在电阻最大的部分,即板材与板材的接触部位,由于电阻产生的热量熔化了接触部分的材料。断电后,在电极压力的作用下,熔池凝固。电阻焊点焊适用于工件厚度0.5~3.0㎜范围内的钢板或铝板焊接。尤其适用于成批生产中。2、缝焊3、对焊对焊生产七、钎焊1、焊接过程2、钎焊分类3、钎焊特点埋弧焊焊剂的成分和性能











天马****23
 实名认证
实名认证
 内容提供者
内容提供者
最近下载
最新上传
2025年法律职业资格之法律职业客观题(黄金题型).docx
2025年法律职业资格之法律职业客观题(预热题).docx
2025年法律职业资格之法律职业客观题(重点).docx
2025年法律职业资格之法律职业客观题(达标题).docx
2025年法律职业资格之法律职业客观题(轻巧夺冠).docx
2025年法律职业资格之法律职业客观题(能力提升).docx
2025年法律职业资格之法律职业客观题(考试直接用).docx
2025年法律职业资格之法律职业客观题(考点精练).docx
2025年法律职业资格之法律职业客观题(考点梳理).docx
2025年法律职业资格之法律职业客观题(考点提分).docx




