


如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
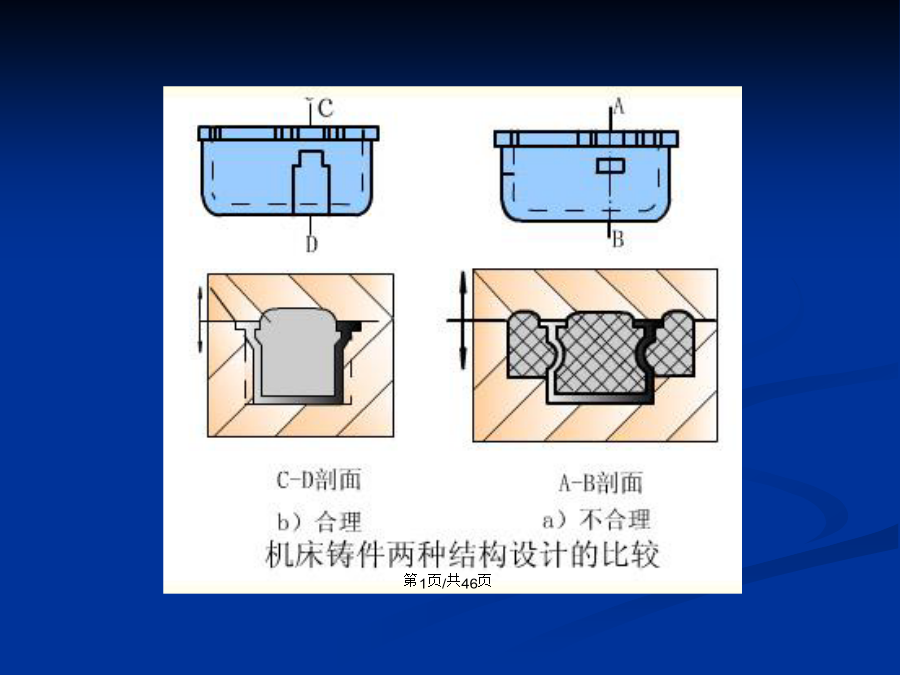
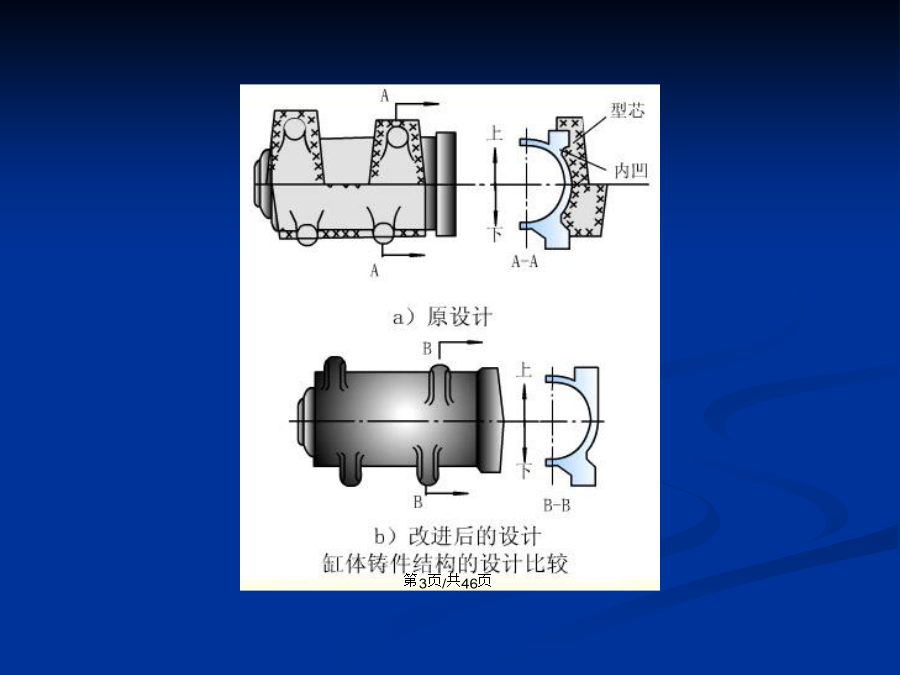
会计学还有缸体的设计。原设计a)的结构有内凹,造型时起模困难,也只能采用外型芯。而将其改为图b)的结构,则可省去外型芯,简化造型工序。/(2)尽可能使分型面为平面,去掉不必要的外圆角。因为平面分型面可以避免挖砂和假箱造型、生产率高。 (a)不合理(b)合理 杠杆铸件结构如图a)所示的托架铸件,设计了不必要的外圆角,使造型工序复杂。去掉外圆角的结构图b),便于整模造型。(3)铸件上凸台和筋条的设计,应考虑其结构便于造型。 如下图为箱体铸件,其原设计的结构a)有凸台,就需要采用活块造型、工艺复杂,且凸台的位置尺寸难于保证;否则采用外型芯来形成会增加铸件成本。若改为方案b)便于采用机器造型。还有如下图a)、c)所示的铸件凸台的设计,只能采用活块或外型芯才能起模。将其改为图b)、d)的结构,可避免活块。2、铸件的外形应尽可能使铸件的分型面数目最少。 铸件的分型面数目减少,不仅减少砂箱数目、降低造型工时,还可以减少错箱、偏芯等的机会,提高铸件的尺寸精度。下图为端盖结构的两种设计。图a)的结构有两个分型面,需采用三箱造型,使选型工序复杂。若是大批量地生产,只有增设环状型芯才可采用机器造型。将端盖的结构设为图b)的设计,就只有一个分型面,使造型工序简化。3、在铸件上设计结构斜度 铸件垂直于分型面的不加工表面,应设计出结构斜度,如图(b)所示,在造型时容易起模,不易损坏型腔,有结构斜度是合理的。图(a)所示为无结构斜度的不合理结构。/结构斜度的大小,随垂直壁的高度而异。高度愈小,斜度愈大;内侧面的斜度应大于外侧面的。具体数值可参考表 铸件的结构斜度(Q/ZB158-78)(如下表)图为缝纫机边脚的结构,其各部分非加工面设有30°左右的结构斜度,方便了起模。总之,铸件的结构斜度与拔模斜度不同,结构斜度由设计零件的人确定,且斜度值较大;拔模斜度由铸造工艺人员在绘制铸造工艺图时设计,且只对没有结构斜度的立壁给予较小的角度(0.5~3.0°)。 (二)铸件内腔的设计 1、铸件内腔尽量不用或少用型芯,以简化铸造工艺。 如图为支柱的两种结构设计。采用方案b)可以省去型芯。/悬臂支架 a)不合理b)合理还有如下图所示的圆盖铸件内腔的设计方案。方案b)的内腔设计可以省去型芯,采用自带型芯形成,减少了制芯工序,降低了铸件成本。2、应考虑好型芯的稳固、排气顺畅和清理方便。 如下图所示,为轴承架内腔的两种设计。方案a)需要两个型芯,其中较大的型芯呈悬臂状态,需用型芯撑A支承其无芯头的一端;若将轴承架内腔改成方案b),则型芯的稳定性大大提高,而且型芯的排气顺畅、也易于清理。/3、应避免封闭内腔 图(a)所示铸件为封闭空腔结构,其型芯安放困难、排气不畅、无法清砂、结构工艺性极差。若改为图(b)所示结构,上述问题迎刃而解,结构设计是合理的。 /如下图所示的紫铜风口图a)。从使用出发只需两个通循环水的孔即可,但从铸造工艺的角度看,该型芯只靠这两个芯头来固定、排气和清理显然很困难。为此在法兰面上增设工艺孔,如图b)所示,该型芯采用吊芯,通过6个芯头固定在上型盖上,省去了芯撑,改善型芯的稳固性,并使其排气顺畅和清理方便。/ 二、铸造性能对铸件结构的要求 铸件结构的设计应考虑到合金的铸造性能的要求,生编孔、缩松、浇不足、变形和裂纹等铸造缺陷。 1、合理设计铸件壁厚 不同的合金、不同的铸造条件,对合金的流动性影响很大。为了获得完整、光滑的合格铸件,铸件壁厚设计应大于该合金在一定铸造条件下所能得到的“最小壁厚”。表2-9列举了在砂型铸造条件下铸件的最小壁厚。/铸件壁厚也不宜选择过厚。 由于铸件中心部位冷却缓慢、晶粒粗大,容易产生缩松、缩孔等缺陷,其承载能力并非按壁厚截面增加而成比例增加,所以壁厚应选择得适当。 为了保证铸件的承裁能力,对强度和刚度要求较高的铸件,应根据载荷的性质和大小,选挥合理的截面形状,如图2-34所示。/必要时可在薄弱部位设置加强肋板,从而避免厚大截面,如图2-35所示。此外,为了有利于铸件各部分冷却速度均匀,内壁厚度要比外壁厚度小一些,肋板厚度比铸件壁厚要小一些。2.铸件避厚应尽可能均匀 铸件壁厚均匀是为了铸件各部分冷却速度相接近,形成同时凝固,避免因壁厚差别而形成热节,产生缩孔、缩松,也避免薄弱环节产生变形和裂纹。如图2-36a所示两侧小孔处因小孔不铸出,壁厚过大而产生热节;改成图2-36b所示结构则可避免产生缩孔等缺陷。铸件各部分壁厚若相差过大,将在局部厚壁处形成金属积聚的热节,导致铸件产生缩孔、缩松等缺陷;同时,不均匀的壁厚还将造成铸件各部分的冷却速度不同,冷却收缩时各部分相互阻碍,产生热应力,易使铸件薄弱部位产生变形和裂纹。3.铸件壁的连接方式要合理 (1)铸造圆角 铸件壁之间的连接应有铸造圆角。如无圆角,直角处热节大,易产生缩孔缩松,如图2-37











骑着****猪猪
 实名认证
实名认证
 内容提供者
内容提供者
最近下载
最新上传
浙江省宁波市2024-2025学年高三下学期4月高考模拟考试语文试题及参考答案.docx
汤成难《漂浮于万有引力中的房屋》阅读答案.docx
四川省达州市普通高中2025届第二次诊断性检测语文试卷及参考答案.docx
山西省吕梁市2025年高三下学期第二次模拟考试语文试题及参考答案.docx
山西省部分学校2024-2025学年高二下学期3月月考语文试题及参考答案.docx
山西省2025年届高考考前适应性测试(冲刺卷)语文试卷及参考答案.docx
全国各地市语文中考真题名著阅读分类汇编.docx
七年级历史下册易混易错84条.docx
湖北省2024-2025学年高一下学期4月期中联考语文试题及参考答案.docx
黑龙江省大庆市2025届高三第三次教学质量检测语文试卷及参考答案.docx




