

如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
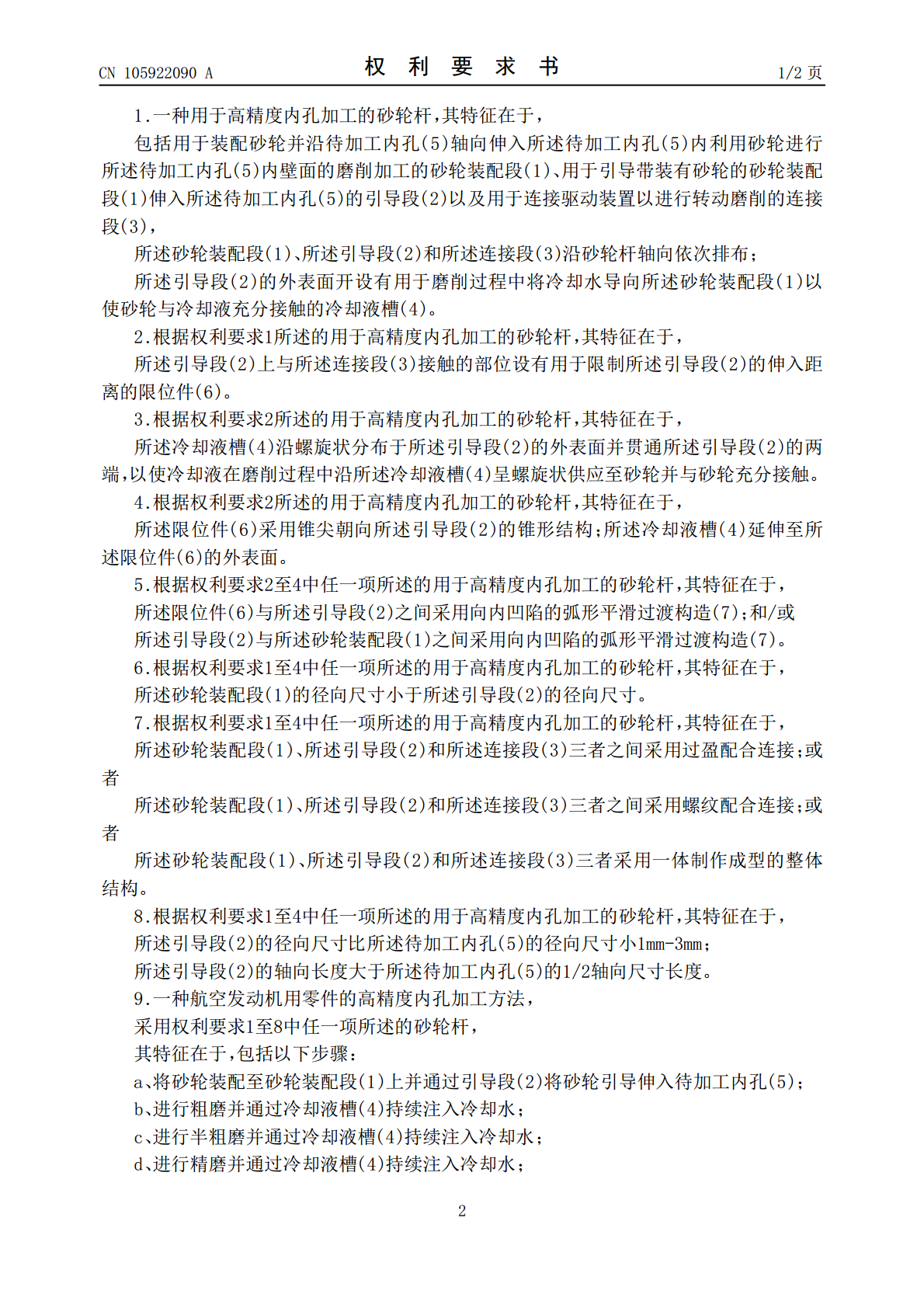
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号CN105922090A(43)申请公布日2016.09.07(21)申请号201610267760.8(22)申请日2016.04.27(71)申请人中航动力株洲航空零部件制造有限公司地址412000湖南省株洲市芦淞区董家塅(72)发明人许必果姜新颖周争明刘高平田甜彭国平(74)专利代理机构长沙智嵘专利代理事务所43211代理人刘宏(51)Int.Cl.B24B5/48(2006.01)B24B5/35(2006.01)B24B55/02(2006.01)权利要求书2页说明书5页附图1页(54)发明名称用于高精度内孔加工的砂轮杆及加工方法(57)摘要本发明公开了一种用于高精度内孔加工的砂轮杆及加工方法。用于高精度内孔加工的砂轮杆,包括用于装配砂轮并沿待加工内孔轴向伸入待加工内孔内利用砂轮进行待加工内孔内壁面的磨削加工的砂轮装配段、用于引导带装有砂轮的砂轮装配段伸入待加工内孔的引导段以及用于连接驱动装置以进行转动磨削的连接段,砂轮装配段、引导段和连接段沿砂轮杆轴向依次排布;引导段的外表面开设有用于磨削过程中将冷却水导向砂轮装配段以使砂轮与冷却液充分接触的冷却液槽。防止零件内孔的烧伤、高温变形,防止砂轮杆由于磨削温度过高而产生变形等问题造成内孔无法达到高精度要求,使得零件内孔的最终尺寸能够得以保证。适用于各种高精度要求的管状结构的内孔加工。CN105922090ACN105922090A权利要求书1/2页1.一种用于高精度内孔加工的砂轮杆,其特征在于,包括用于装配砂轮并沿待加工内孔(5)轴向伸入所述待加工内孔(5)内利用砂轮进行所述待加工内孔(5)内壁面的磨削加工的砂轮装配段(1)、用于引导带装有砂轮的砂轮装配段(1)伸入所述待加工内孔(5)的引导段(2)以及用于连接驱动装置以进行转动磨削的连接段(3),所述砂轮装配段(1)、所述引导段(2)和所述连接段(3)沿砂轮杆轴向依次排布;所述引导段(2)的外表面开设有用于磨削过程中将冷却水导向所述砂轮装配段(1)以使砂轮与冷却液充分接触的冷却液槽(4)。2.根据权利要求1所述的用于高精度内孔加工的砂轮杆,其特征在于,所述引导段(2)上与所述连接段(3)接触的部位设有用于限制所述引导段(2)的伸入距离的限位件(6)。3.根据权利要求2所述的用于高精度内孔加工的砂轮杆,其特征在于,所述冷却液槽(4)沿螺旋状分布于所述引导段(2)的外表面并贯通所述引导段(2)的两端,以使冷却液在磨削过程中沿所述冷却液槽(4)呈螺旋状供应至砂轮并与砂轮充分接触。4.根据权利要求2所述的用于高精度内孔加工的砂轮杆,其特征在于,所述限位件(6)采用锥尖朝向所述引导段(2)的锥形结构;所述冷却液槽(4)延伸至所述限位件(6)的外表面。5.根据权利要求2至4中任一项所述的用于高精度内孔加工的砂轮杆,其特征在于,所述限位件(6)与所述引导段(2)之间采用向内凹陷的弧形平滑过渡构造(7);和/或所述引导段(2)与所述砂轮装配段(1)之间采用向内凹陷的弧形平滑过渡构造(7)。6.根据权利要求1至4中任一项所述的用于高精度内孔加工的砂轮杆,其特征在于,所述砂轮装配段(1)的径向尺寸小于所述引导段(2)的径向尺寸。7.根据权利要求1至4中任一项所述的用于高精度内孔加工的砂轮杆,其特征在于,所述砂轮装配段(1)、所述引导段(2)和所述连接段(3)三者之间采用过盈配合连接;或者所述砂轮装配段(1)、所述引导段(2)和所述连接段(3)三者之间采用螺纹配合连接;或者所述砂轮装配段(1)、所述引导段(2)和所述连接段(3)三者采用一体制作成型的整体结构。8.根据权利要求1至4中任一项所述的用于高精度内孔加工的砂轮杆,其特征在于,所述引导段(2)的径向尺寸比所述待加工内孔(5)的径向尺寸小1mm-3mm;所述引导段(2)的轴向长度大于所述待加工内孔(5)的1/2轴向尺寸长度。9.一种航空发动机用零件的高精度内孔加工方法,采用权利要求1至8中任一项所述的砂轮杆,其特征在于,包括以下步骤:a、将砂轮装配至砂轮装配段(1)上并通过引导段(2)将砂轮引导伸入待加工内孔(5);b、进行粗磨并通过冷却液槽(4)持续注入冷却水;c、进行半粗磨并通过冷却液槽(4)持续注入冷却水;d、进行精磨并通过冷却液槽(4)持续注入冷却水;2CN105922090A权利要求书2/2页e、加工完毕,获得具有高精度内孔的零件。10.根据权利要求9所述的航空发动机用零件的高精度内孔加工方法,其特征在于,精磨时,每次进刀0.001mm-0.003mm,加工直径直径为0.04mm-0.06mm的余量;半精磨时,每次进刀0.001mm-0.003mm,加工直径为0.03的余量;精磨时,每次进刀0.0005m











是你****岺呀
 实名认证
实名认证
 内容提供者
内容提供者
最近下载




