

如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
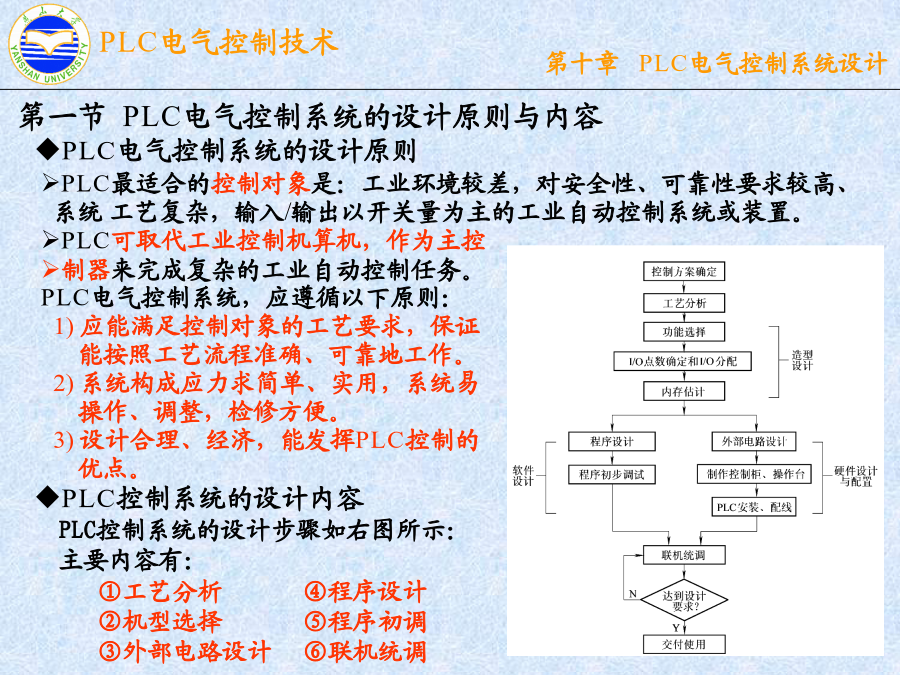
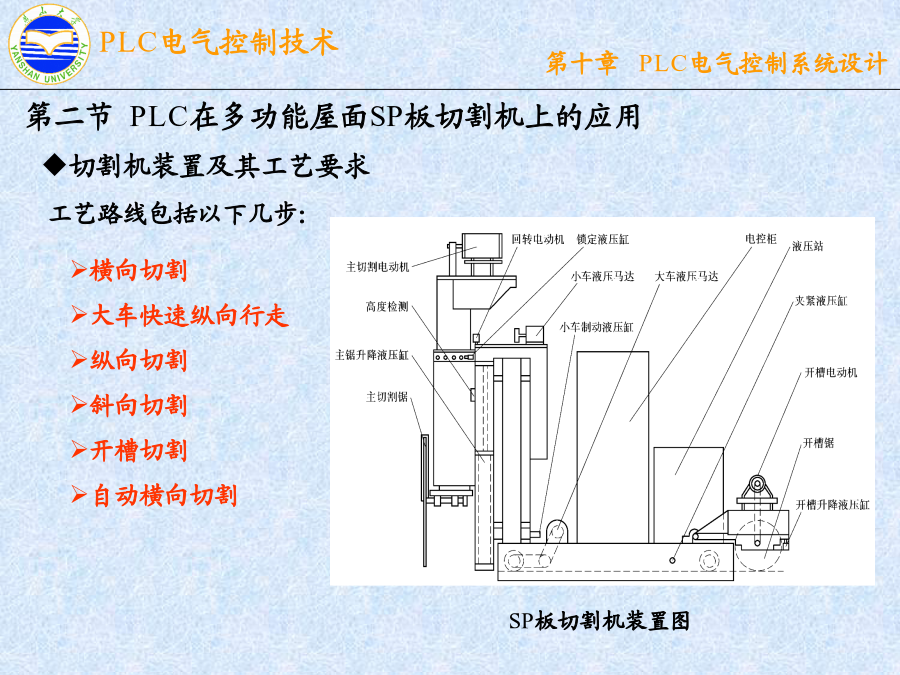
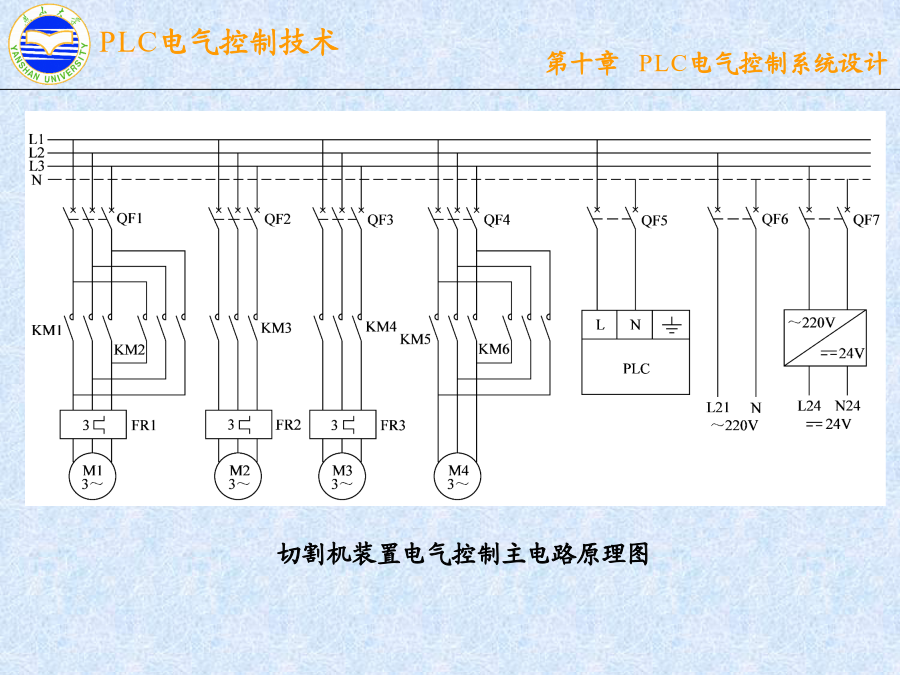
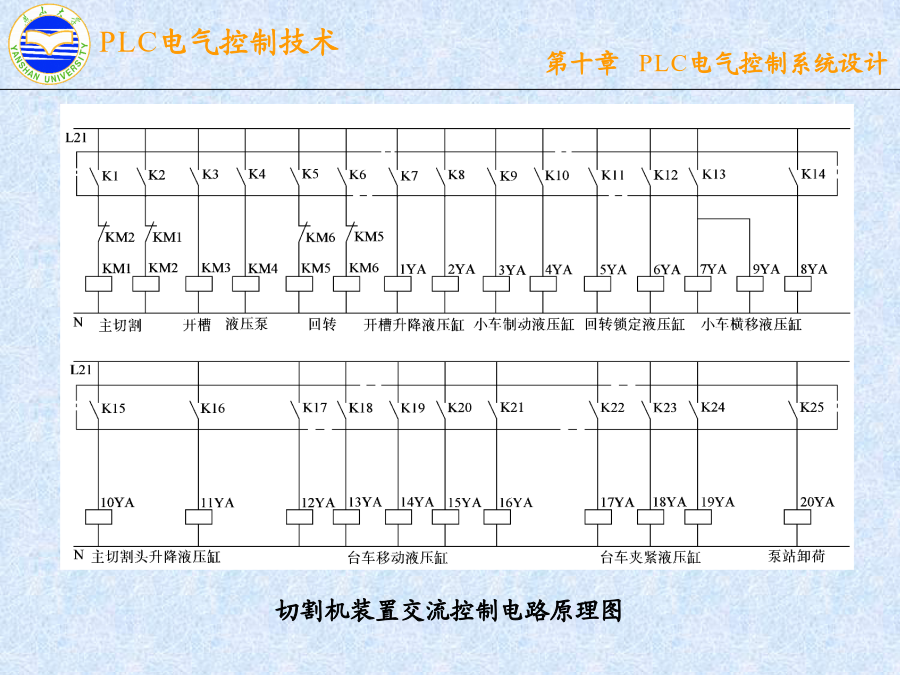
第一节PLC电气控制系统的设计原则与内容第二节PLC在多功能屋面SP板切割机上的应用切割机装置交流控制电路原理图PLC输入接口功能表PLC输出接口功能表PLC控制程序设计:PLC控制程序操作说明书第三节PLC与变频器结合在钢筋调直机上的应用钢筋调直机电控设备及要求PLC控制程序设计NETWORK9//记数到设定值LDW>VW74,VW290=M1.6NETWORK10//脉冲LDM1.6EU=M2.1NETWORK11//自动停车LDNC8OM1.7ANM2.1ANT37=M10.0NETWORK12//记数到脉冲LDM1.1EU=M2.0NETWORK13LDM1.6OM1.7ANM2.0=M1.7NETWORK14//初始脉冲LDSM0.0MOVWVW74,VW290NETWORK15//记数到LDW>=C8,VW74=M1.1NETWORK19//总重量显示LDNM10.0AI0.4OC8ANM1.3EU+RVD136,VD156NETWORK20//总重清除LDI0.2OM1.3ANI0.1=M1.3NETWORK21//总重清零显示LDM1.3MOVR0.0,VD156NETWORK22//直径14mm最高频率设定60HzLDI0.4AR=VD94,14.0MOVW+27428,VW200NETWORK23//直径=12mm最高频率设定70HzLDI0.4AR=VD94,12.0MOVW+32000,VW200NETWORK24//直径=10mm最高频率设定70HzLDI0.4AR=VD94,10.0MOVW+32000,VW200NETWORK27//直径14mm剪切时间计算LDI0.4AR=VD94,14.0MOVRVD114,VD210-R500.0,VD210MOVRVD210,VD214/R1000.0,VD214MOVRVD214,VD218/R80.0,VD218MOVRVD218,VD222*R600.0,VD222TRUNCVD222,VD226DTIVD226,VW230NETWORK28//高速计时LDI0.4ANM20.1AM20.0TONT42,VW230NETWORK29//自动剪切频率35HzLDI0.4AT42MOVW+16000,VW202NETWORK30//自动调直最高频率LDI0.4AM20.0ANT42MOVWVW200,VW202NETWORK31//手动频率35HzLDNM20.0NETWORK38//TD200信息2(直径设定mm,长度设定mm)LDM0.1MOVB64,VB14RM0.1,1NETWORK39//直径设定mmLDV84.2RV84.2,1MOVB64,VB14NETWORK40//长度设定mmLDV94.2RV94.2,1MOVB64,VB14NETWORK41//TD200信息3(重量显示Kg,总重量显示Kg)LDM0.2MOVB32,VB14RM0.2,1NETWORK42//TD200信息4(气阀延时设定)LDM0.3MOVB16,VB14RM0.3,1NETWORK43//气阀延时设定(100ms)LDV168.2RV168.2,1MOVB16,VB14S7-200PLC实现调直机设定显示的TD200参数块清单//TD200参数块起始VB0’TD’//文本显示设备标识VB216#60//中文语言,最快更新VB316#A1//40字符显示模式,Up键V3.2;Down键V3.3VB44//信息数4VB50//功能键标志位M0.0~M0.7VW640//信息起始地址VW40VW814//信息势能位起始地址VW14VW100//全局口令VW12256//简体中文字符集//信息1,信息使能位V14.7VB40’根数显示:’VB5016#00//不需编辑、确认、口令VB5116#50//双精度实型字,无小数位VD5216#00000000//嵌入数据值VB56’根数设定:’VB7216#10//编辑标志V72.2;不需确认、口令VB7316#30//无符号字,无小数位VW7416#0000//嵌入数据值//信息2,信息使能位V14.6











小小****on
 实名认证
实名认证
 内容提供者
内容提供者
最近下载




