

如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
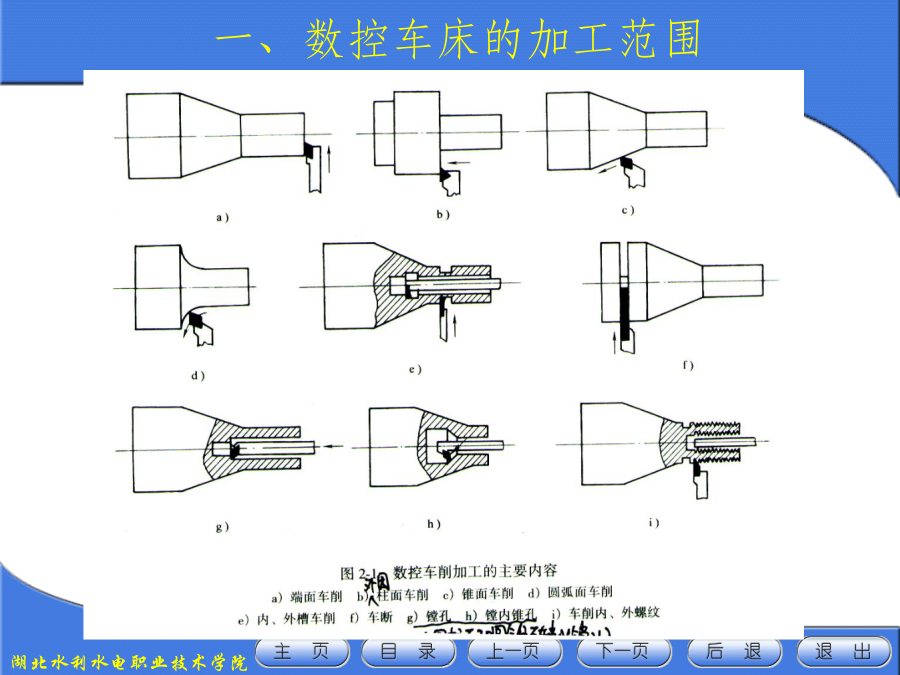
第二章数控车削加工工艺与编程一、数控车床的加工范围二、数控车削加工工艺的制定1、分析零件图样2、工序的划分在数控车床上加工零件,加工顺序的确定要遵循下列原则: 先粗后精:一般粗车——半精车——精车;或粗车——半精车 注意:工件在一次安装中,不允许将零件某一表面完全加工成形后,再加工其他表面。如图2-7。 由近及远:这里所说的远与近,是按加工部位相对于对刀点的距离大小而言的。在一般情况下,离对刀点远的部位后加工,以便缩短刀具移动距离,减少空行程时间。对于车削而言,先近后远还有利于保持坯件或半成品的刚性,改善其切削条件。 内外表面加工交叉进行:一般 粗加工端面、外轮廓面、内表面 精粗加工端面、外轮廓面、内表面 最后加工槽、螺纹等表面编程时,尽可能采用下面几种安排进给路线的方法: (1)最短的空行程路线(2)最短的车削进给路线 (4)车削螺纹的引入与超越(5)车槽之后的退刀路线要合理: 避免车刀与工件发生碰撞,造成刀具的损坏。车床夹具的分类: (1)按用途分: 通用夹具:三爪自定心卡盘、四爪单动卡盘、顶尖、弹簧卡套、通用心轴 专用夹具: (2)按夹具元件组合特点分: 不能重新组合的夹具 组合夹具数控车床上几种常用的装夹方法: (1)用三爪自定心卡盘装夹工件:适于短轴类零件和普通的盘类零件。 (2)用三爪自定心卡盘和顶尖装夹工件:适于长轴类零件(4≤L/D<10)。批量生产时,要在卡盘内安装一个限位支承,也可利用工件的轴肩定位。 (3)用四爪单动卡盘装夹工件:适于装夹加工精度要求不高、偏心距较小、零件长度较短的工件,或装夹形状不规则的工件。 (4)其他的装夹方法: (1)数控车床常用 刀具(1)数控车床常用刀具外圆车刀(1)背吃刀量的确定:应以最少的进给次数切除加工余量。当加工精度要求较高时,需要保留0.2~0.5mm的单边余量。 (2)主轴转速的确定:先选取切削速度V,再根据公式确定。对螺纹切削,应参考机床数控系统推荐的车削螺纹时的主轴转速范围。 (3)进给量(进给速度)的确定:在保证加工表面质量的前提下,可选择较大的进给量。8、刀位点、对刀点和换刀点的确定三、典型数控加工工艺.切削常用螺纹的进给次数与背吃刀量.......数控机床要正确完成预定加工任务,必须首先建立和规范与数控系统相联系的坐标系统。这对于数控机床的设计与制造、调试与维修以及编程与操作都至关重要,否则就会发生编程的混乱、数据通信的错误以及维修与操作的事故。因此,正确理解数控机床的坐标系统是学习掌握数控加工技术的基础。数控机床坐标系是为了确定工件在机床中的位置,机床运动部件特殊位置及运动范围,即描述机床运动,产生数据信息而建立的几何坐标系。通过机床坐标系的建立,可确定机床位置关系,获得所需的相关数据。假设:工件固定,刀具相对工件运动。这一原则使编程人员能在不知道是刀具移近工件还是工件移近刀具的情况下,就能根据零件图样确定机床的加工过程。当工件运动时,在坐标轴符号上加“′”表示。标准坐标系采用右手直角笛卡儿定则。基本坐标轴x、Y、z的关系及其正方向用右手直角定则判定。拇指为x轴,食指为Y轴,中指为z轴,围绕x、Y、z各轴的回转运动及其正方向+A、+B、+C分别用右手螺旋定则判定,拇指为x、Y、z的正向,四指弯曲的方向为对应的A、B、C的正向。4、数控机床的坐标轴与运动方向的确定Z坐标X坐标Y坐标旋转运动A、B、C相应地表示其轴线平行于X、Y、Z的旋转运动,其正方向按照右旋螺纹旋转的方向。如在X、Y、Z主要直线运动之外还有第二组平行于它们的运动,可分别将它们坐标定为U、V、W。1.机床坐标系与机床原点、机床参考点(2)机床原点在数控铣床上,机床原点一般取在X、Y、Z坐标的正方向极限位置上,见下图(3)机床参考点对于移动部分是工件而不是刀具的机床,用带“′”的字母表示工件的正向运动,如+X′、+Y′、+Z′分别表示工件相对于刀具正向运动的指令,它们与+X、+Y、+Z表示的运动方向恰好相反。一般来讲,数控编程过程的主要内容包括:分析零件图样、工艺处理、数值计算、编写加工程序单、制作控制介质、程序校验和首件试加工。五、数控编程基础2、地址数字程序段格式3、程序的结构 加工程序由程序号和若干个程序段组成。 %0103(1)程序号 N10G90G92X0Y0Z0S500M03(2)程序段格式 N20G01X-60.0Y10.0F200D01 N30G02X40.0Y10.0R50.0 … N80M98子程序号 N90G01G40X0Y0 N100M02 该加工程序的程序号指令码(即程序号地址)是%或O,程序号0103,它有5个程序段。六、程序段中的指令代码2、M指令1)程序停止指令一M00 执行含有M00的程序段后,机床的主轴、进给及冷却液都自动停止。 2)计划(任











17****21
 实名认证
实名认证
 内容提供者
内容提供者
最近下载




