


如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
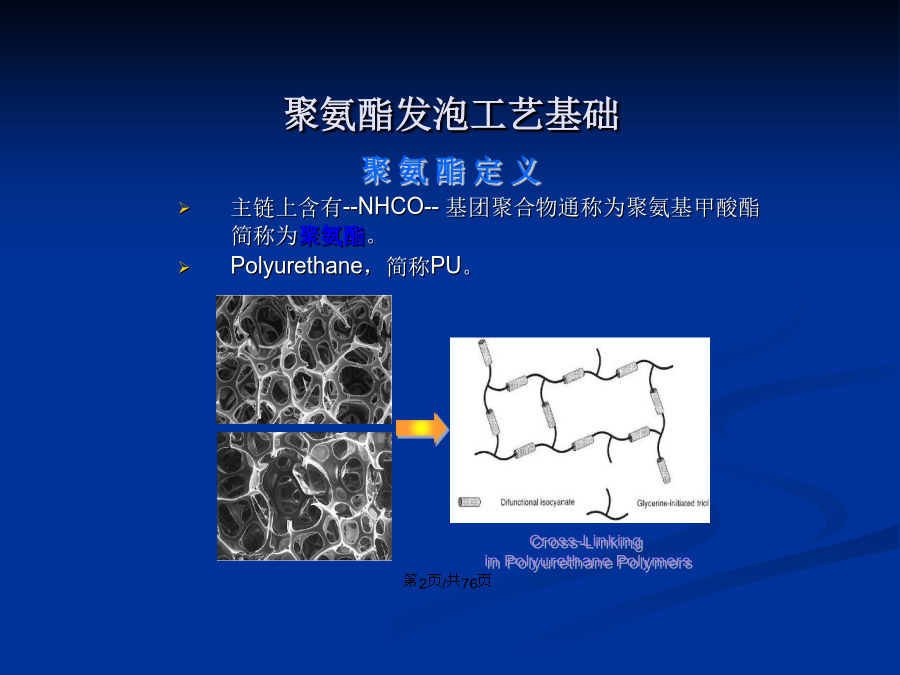
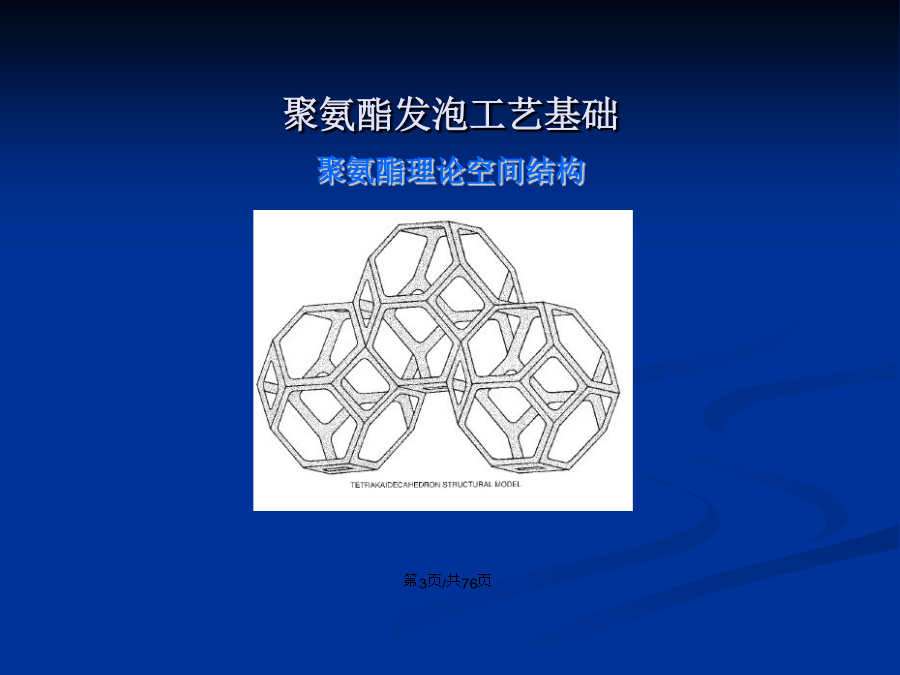
会计学一、聚氨酯发泡工艺基础 二、典型发泡问题的分析 三、聚氨酯发泡工艺常用术语 四、聚氨酯发泡设备基础 五、案例分享聚氨酯发泡工艺基础根据原料不同和配方的变化,分为软质、半硬质和硬质泡沫。 软质:座椅,头枕,地毯; 半硬质:扶手,方向盘; 硬质:方向盘芯。 根据多元醇品种分类,分为聚酯型、聚醚型; 根据ISO不同分类:TDI、TM、MT、MDI 根据发泡方法分类,可以分为块泡,模塑和喷涂聚氨酯泡沫: 块泡:复合泡沫。 模塑:座椅,扶手,头枕。 喷涂:方向盘,仪表盘。TDI:甲苯二异腈酸酯 MDI:多亚甲基多苯基多异腈酸酯聚氨酯发泡工艺基础No.发泡测试标准-通用泡沫标准(GM6293)原因分析: 1.浇注方式–泡沫在模具中分布不合适 2.模具问题–外协件尺寸或两个工装间有差异 3.过度飞溅–浇注时有气泡形成 4.有外协件在模具中–流动受阻产生气泡 5.未充满–未形成足够压力以赶出气体 6.起发太快–泡沫前端移动太快原因分析 1.操作–从脱模到包装 2.气袋掉下–在固化时太早或太快 3.熟化不够–不能阻止泡沫变形 4.泡沫鼓起–开模时泡孔由于压力膨胀原因分析 1.模具结构–模具形状复杂 2.模具脏–不能使模具保持干净 3.脱模剂不够、固含量不够 4.熟化不够–起模时泡沫强度不够原因分析 1.模具分型面上有碎片 2.合模不正确 3.模具内化工料量不正确–计量 4.温度 5.TPR 6.浇注方式原因分析 1.太稳定–起发时泡孔破裂比例太低 2.催化剂含量高-在脱模时熟化太过开孔困难 4.混合头积料–聚氨酯积在混合室内 5.过度填充–模具内压力过高 6.熟化不够–冷却时泡沫强度不足以保持产品形状 7.气袋落下–气袋的夹持力释放原因分析: 1.模具漏气–过度飞溅或过度排气 2.校对-TDI或polyol流量变化 3.催化剂平衡–起发与凝胶速度不匹配 4.原料受污染–原材料中混有其他原料 5.浇注方式–模具中发泡分布不正确 6.过度填充–模具内压力过高 7.未充满–模具内已经充满但不足以建立稳定的内压 8.气袋过早落下–浇注后气袋压力释放太早 9.模具温度–太冷或太热 10.机械震动–在泡沫成型时模具震动太大 11.组份的影响–影响发泡的反应 12.混合头受污染–泡沫积在混合室内冷熟化 座椅发泡的一种工艺,该工艺制造的发泡称为高回弹发泡(简称为HR发泡)。 该工艺制造发泡时模具的温度一般在50-70度之间;聚醚分子量一般在4500-6500之间,ISO可以是TDI/TM/MDI; 该工艺生产效率高,耗能少,目前普遍使用; 我们的工艺为冷熟化工艺;泵能力 用来检查计量泵流量输出的稳定性; 目前泵能力的验证方法为:在设定的流量下,连续打35枪,称量每一枪的重量,然后计算能力,根据泵能力的大小判别是否需要修理或更换计量泵; 一般情况下,每三个月检查一次泵能力。泵线性 计量泵的转速与输出量之间的相关性的表征。 一般选择不同5个转速,然后进行流量测试,得到每个转速下计量泵的输出量,这5个点如在一条线上,说明计量泵转速与输出量之间的线性相关比较好; 正常生产浇注时,选择的流量范围需要在泵线性上输出量的上下限之间。NBT 是newblendingtechnology的简称,即新型混合技术; 以前的混合技术是一种ISO与一种POLY组合料进行对喷,混合,反应生成聚氨酯发泡;该种技术调节工艺参数时,只能调节POLY/ISO的混合比,浇注重量这2种变量;无法进行其他的调节; NBT是一种ISO与2种或3种POLY组合料进行对喷,混合后反应生成聚氨酯发泡; NBT可以调节如下变量:配方水分,配方的固含量,配方的指数,浇注重量这4种变量,这样在制造不同密度,不同硬度时工艺的宽容度更大。TPR 是timedpressurerelease的简称,即压力定时释放,有时也称为放气,即预先开孔; 如果放气太早,产品比较嫩,此时容易出现撕裂现象;如果放气比较晚,产品容易出现僵硬现象,出模后容易出现收缩现象;初喷 正常浇注时,ISO喷嘴与POLY喷嘴同时打开,ISO与POLY对喷,混合的原料流出混合室,生成聚氨酯发泡; 如果浇注时ISO喷嘴与POLY喷嘴未完全同步打开,先打开的喷嘴会导致该组分原料未反应就流出混合室,导致发泡上先浇注点处出现未反应的原料; 如果是聚醚先出来,则发泡上会有粘乎乎的湿料; 如果是ISO先出来,则发泡上会有发脆的泡沫(轻度初喷时)或出现ISO(初喷严重时); 另外有一种特殊的情况:先浇注的地方出现偏软的情形,原因可能是ISO与POLY中的1种或2种组分先出来,另外1种POLY出来慢,导致先浇注点发泡偏软末喷 正常浇注结束时,ISO喷嘴与POLY喷嘴同时关闭;如果一种组分的喷嘴关闭比较慢,关闭比较慢的组分最后会有少量原











骑着****猪猪
 实名认证
实名认证
 内容提供者
内容提供者
最近下载




