


如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
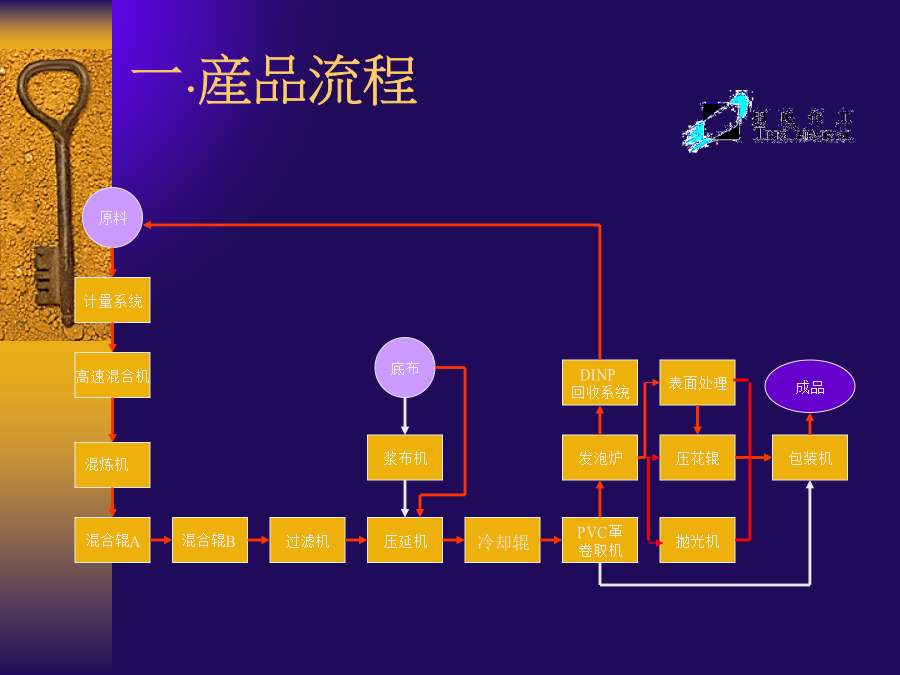
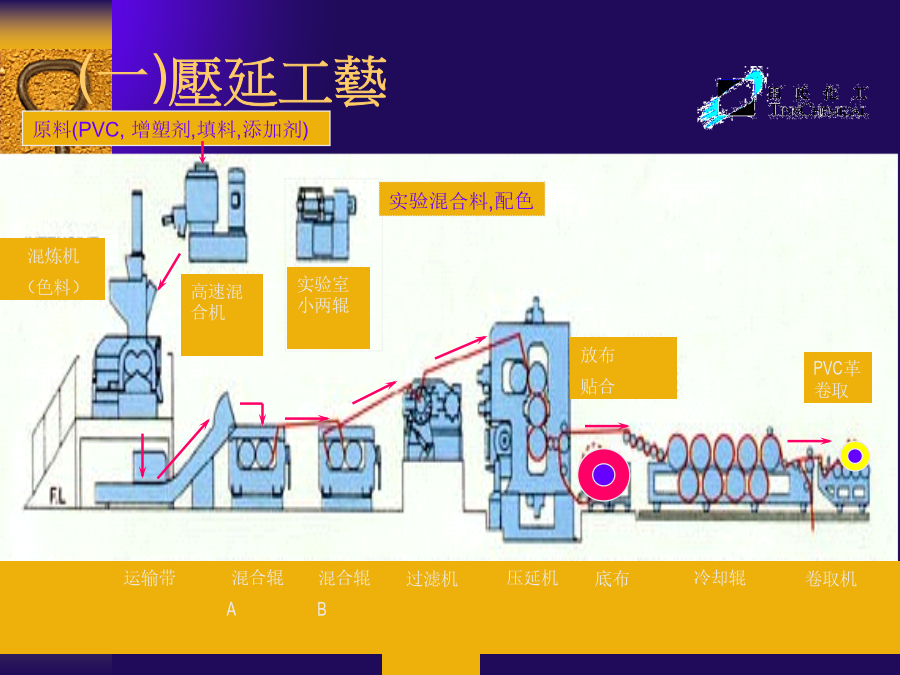
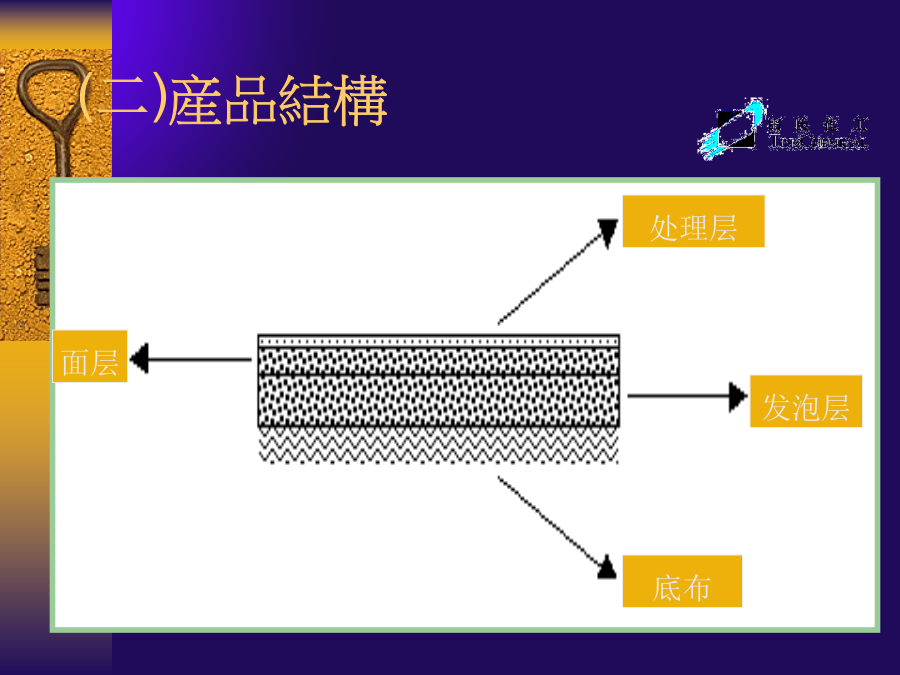
産品工藝及配方說明(Calender)一.産品流程(二)産品結構(三)加工原理2.加工過程: 壓延生產可分兩個階段﹕ 成型前 混合(打粉机)塑化(万馬力﹑軋輪机)供料(軋輪机﹑過濾机) 成型后 壓延牽引壓紋冷卻定型裁邊捲取 后加工 處理發泡壓紋處理 配方特性及供料操作對壓延成型影響很大.(四)產品加工方法紋路類型A﹒花紋越深,厚度偏差較大﹔ B﹒油份較高,花紋較淺﹔ C﹒荧光及透色較易出現批內色差及黑點﹔ D﹒淺花紋光度必須參公司標准辦或歷史辦,深花紋則參客辦或歷史辦。1.壓光(軋光) A.利用鐵輪(光輪)瞬時高溫(>135℃),將已壓紋之膠料紋冠壓亮﹐以達到底霧面亮或全亮面效果﹐更具皮感。 B.壓光須采用PETfilm貼合﹐而軋光則不須﹒壓光之光輪要求不如軋光高﹐軋光之光輪表面須光洁﹑無鏽﹐對兩者而言﹐愈光﹐產品愈亮。 即刻撕膜﹐光度不宜太亮﹔包裝机撕膜﹐ PETfilm停留時間較長﹐光度稍亮﹔客戶加工撕膜﹐光度最亮。 2.207水晶皮 客辦是半干式PU產品﹐有較強立体花紋在中層﹐表面爽手﹑光亮。 產品需要中層珠光壓花紋﹐面是透明色。 爽手﹑考慮使用低油份44-48PHR﹒T001面層﹐再用PETfilm壓光達到要求。 對光度﹐考慮蒸汽全開10-12kgf/cm2,達到最光﹐另一方面可加強層間剝离力。 對表面條痕及針孔﹐將面層厚度調至合适厚度﹐保証平整度。 3.反毛皮 C L TT8 F TP A.配色﹑复色﹑發壓辦顏色須控制一致﹒ B.絨毛長度批間﹑批內﹑同封須控制一致 反毛皮由粗細之分﹐以上為粗反毛皮生產方法﹐細反毛皮之生產方法﹕ a﹒先發壓后TT8﹐絨毛長度稍短﹒ b﹒漿布使用一般PVC糊﹒ 4.布壓紋 在正常壓紋方式下﹐加熱膠面至熔融狀態用冷卻光輪將布壓在膠面上﹐后分离﹐形成布紋路﹐現可選擇E1或E5生產﹒ 5.球類產品 底布要求有高強度爆破力 層間不能分層 耐括(五)產品工藝比較二.配方说明4.毒性 5.經濟 6.潤滑性 7.熱融粘度﹕低油份產品用低K值﹐低油份產品加改質劑﹐都是為降低熔融粘度﹒1﹒PVC﹕100 2﹒增塑劑﹕22-120 3﹒安定劑﹕1.2-3.0 >3.0有可能析出﹐不宜采用﹐稀釋后產品重 金屬含量低。 4.顏料﹕0-6.0% 固体顏料無限制﹐液体顏料有限制。 5.潤滑劑﹕<2% 6.發泡劑﹕0-6 7.填充劑﹕0-1001.高倍率增加發泡劑時不一定須增加發泡安定劑﹐發泡劑反映中﹐安定劑起催化作用﹐不消耗安定劑﹐倍率与發气量有關。 2.PVC不存在透明度問題,不透明是雜質(纖維)太多,如fisheye。 3.fisheye:化學反應中,一些基團反應不好,不能同時融化。 4.彈性好須用高K值粉。 原料安定劑發泡劑










努力****元恺
 实名认证
实名认证
 内容提供者
内容提供者
最近下载




