

如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
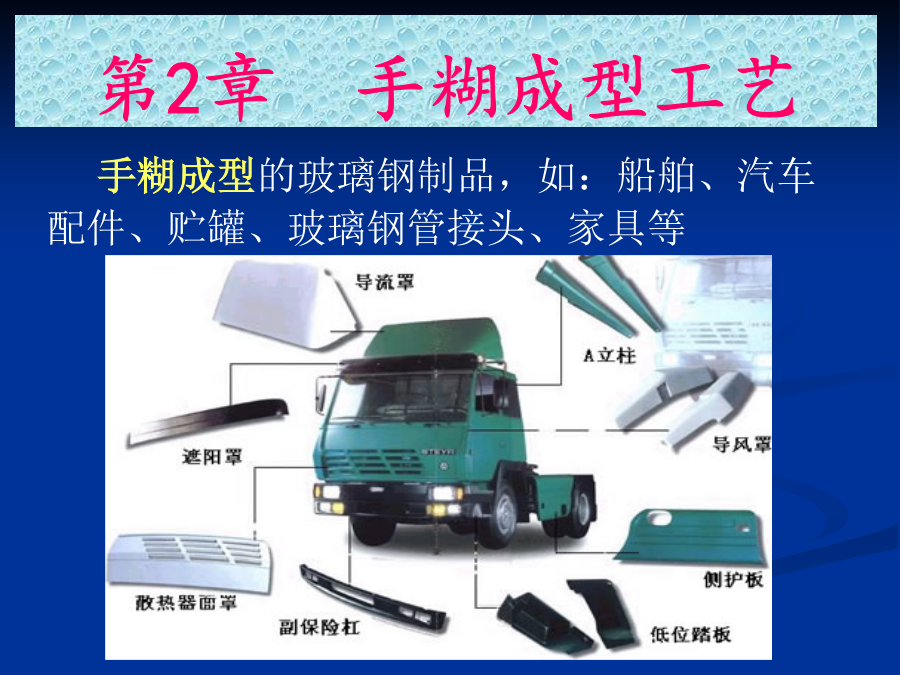
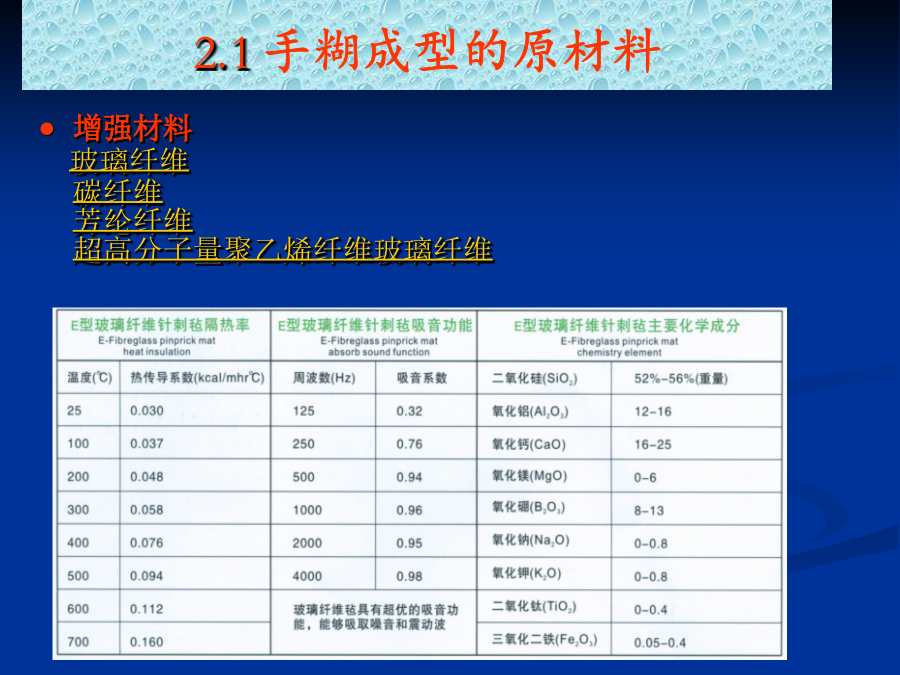
复合材料成型工艺第2章手糊成型工艺2.1手糊成型的原材料基体材料 不饱和聚酯树脂环氧树脂酚醛树脂其它热固性树脂聚氨酯树脂热塑性树脂高性能树脂双马来酰亚胺树脂不饱和聚酯树脂 由不饱和二元羧酸(或酸酐)或它们与饱和二元羧酸(或酸酐)组成的混合酸与多元醇缩聚而成的,具有酯键和不饱和双键的线型高分子化合物。不饱和聚酯的商品牌号4、阻燃型树脂 阻燃型树脂是在合成时使用一种能产生阻燃(自熄)的成分,例如使用四溴苯酐、氯茵酸酐(HET酸酐)取代苯酐代合成树脂。 5、耐气候型树脂 这类树脂使用新戊二醇及甲基丙烯酸酯类交联单体,并添加紫外光吸收剂,提高了树脂的耐气候性和光稳定性。树脂透明性好,耐用树脂浇铸体的折射率可与玻璃纤维的折射率相近或一致。6、高强型树脂 这类树脂具有高的强度和坚韧性,主要用于纤维缠绕工艺制备的复合材料7、胶衣树脂 用于复合材料的胶衣层,以提高制品的外观、质量和使用寿命。 环氧树脂辅助剂2.2手糊成型工艺手糊成型的示意图生产准备常用的胶液配方b.不饱和聚酯树脂配方4.增强材料准备 增强材料的种类和规模按设计要求选择,剪裁时应注意: 裁布的方向性要遵守设计要求: 布层拼接,分搭接和对接时,搭接长度不小于25mm,对接要使各层拼缝错开; 圆环形制品可利用布的变形性,裁剪成经纬向45◦的布; 布块尺寸大小套裁,节约用布; 布层裁剪量须按产品设计厚度计算。制品厚度估算 制品厚度可按下式计算 t=m×K。 t—制品厚度(mm);m—材料质量(kg/m2); K—厚度系数[mm/(kg·m-2)] 举例: 已知玻璃钢制品由一层300g/m2和4层600g/m2E玻纤毡铺成,聚酯树脂(密度1.2g/cm3)胶液中含40%填料(密度2.5g/cm3)。树脂含量70%。求制品厚度。 解:玻纤毡总质量1×0.3+4×0.6=2.7kg/m2 树脂和玻纤比:70/(100-70)=2.33, 树脂质量:2.7×2.33=6.29kg/m2 填料质量:6.29×40/60=4.1kg/m2 玻璃毡厚:2.7×0.391=1.05mm 树脂厚:6.29×0.837=5.265mm 填料厚:4.19×0.4=1.676mm 铺后总厚度;1.05十5.26十1.676≈8mm 铺层效计算 己细制品厚度时,铺层致可按下 式计算: n=A/mf(Kf+C1KR) 式中,n为增强材料铺层数,A为制品厚度mm,mf为增强材料单位面积质量k8/m2,Kf为增强材料厚度系数[mm/(kg·m-2)];KR为树脂基体厚度系数[Mm/(kg·m-2)];C1为树脂与增强材料质量比。铺层糊制 手工铺层糊制分干法和湿法两种: 1干法铺层 用预浸布为原料,先将预浸料(布)按样板裁剪成坯料.铺层时加热软化,然后再一层一层地紧贴在模具上.并注意排除层间气泡,使密实。此法多用于热压罐和袋压成型。 2湿法铺层 直接在棋具上将增强材料浸胶,一层一层地紧贴在模具上,排除气泡,使之密实。一般手糊工艺多用此法铺层 湿法铺层又分胶衣层糊制和结构层糊制‘ 胶衣层(面层)制作 制品厚度一般为0.25-0.5mm,可采用涂刷和喷涂施工。胶衣层一段做两遍;第一遍凝胶后铺表面毡,再喷涂第二遍胶衣,要防止漏涂和不均匀。 胶衣层作用是美化制品外观,提高防腐蚀能力。结构层糊制3铺层接缝处理 为了保证制品的外观质量和强度,铺层接缝应每层错开。手糊工具如下: 1羊毛辊 羊毛辊多用来浸渍树脂,其规格(直径×长度)为38mm×100m;38mm×125mm;38mm×l50mm;38mm×200mm和窄辊15mm×75mm等。 2猪鬃辊 猪鬃较硬,用于驱赶气泡,只需轻轻接触成型面,便可将裹人的气泡排除。规格为ϕ20和ϕ50mm长25—150mm。 3螺旋辊(亦称压辊) 由铝、钢或硬塑料制成,辊上开有沟槽,各槽相互平行。用于压实铺层和排除气泡,其规格为ϕ10,ϕ12,ϕ30mm,长25,50,75,100和125mm。 4其它工具 其它工具为电锯、电钻、打磨抛光机等。制品固化分硬化和熟化两个阶段: 从凝胶到硬化一般要24h,此时固化度达50%一70%(巴柯硬度为15),可以脱模,脱后在自然环境条件下固化1—2周才能使制品具有力学强度,称熟化.其固化度达85%以上。 加热可促进熟化过程,对聚酯玻璃钢,80℃加热3h;对环氧玻璃钢,后固化温度可控制在150℃以内。 加热固化的方法很多,中小型制品可在固化炉内加热固化,大型制品可采用模内加热或红外线加热。 脱模 脱模要保证制品不受损伤。脱模方法很多,有如下几种, 1顶出脱模 在模具上预埋顶出装置,脱模时转动螺杆,将制品顶出。 2压力脱模 模具上留有压缩空气或入水口,脱模时将压缩空气或水(0.2MPa)压人模具和制品之间,同时用木锤和橡胶锤敲打,使制品和模具分离。 3大型











一吃****继勇
 实名认证
实名认证
 内容提供者
内容提供者
最近下载




