





如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
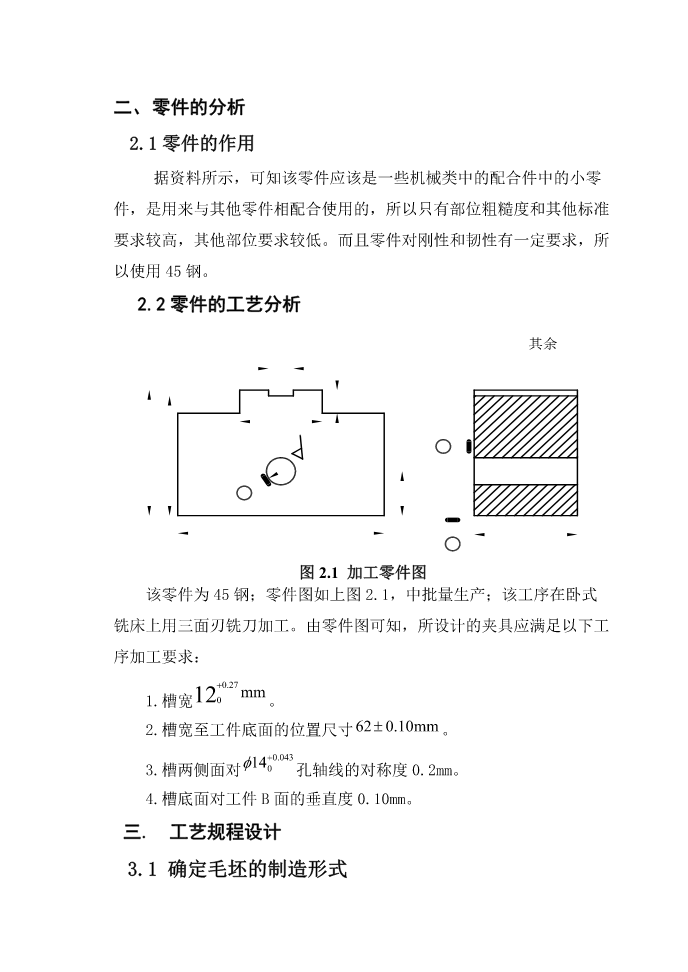
目录 第一章序言.......................................................................................1 第二章零件的分析.................................................................2 2.1零件的作用.....................................................................2 2.2零件的工艺分析.............................................................2 第三章工艺规程设计...........................................................3 3.1确定毛坯形式.................................................................3 3.2基面的选择.....................................................................3 3.3制定工艺路线.................................................................4 3.4机械加工余量.,工序尺寸及尺寸的确定....................5 第四章专用夹具设计...........................................................11 4.1夹具设计.......................................................................11 4.2定位基准的选择...........................................................11 总结.........................................................................................15 参考文献.................................................................................16 1、序言 大学临近尾声,我们很多的基础课,比如《机械原理》《机械设计》 《机械制造基础》都已经结束了。机械制造工艺学课程设计就是我们学 完了这些基础课,技术基础课以及大部分专业课之后进行的。这是我们 在进行毕业设计之前对所学的各课程的一次深入的综合性的链接,也是 一次理论联系实际的训练。因此。它在我们的大学学习生活中占有十分 重要的地位。 对我个人而言,我希望能通过这次课程设计对自己未来将从事的工 作进行一次适应性的训练,从中锻炼自己分析问题,解决问题的能力, 为今后参加祖国的现代化建设打下一个良好的基础。 由于知识范围的限制和能力的欠缺,在整个设计过程中我存在很 多的不足,但是在老师的知道下我真的学到了很多以前没有接触到的知 识和能力。 全套设计加401339828机械设计帮帮团 二、零件的分析 2.1零件的作用 据资料所示,可知该零件应该是一些机械类中的配合件中的小零 件,是用来与其他零件相配合使用的,所以只有部位粗糙度和其他标准 要求较高,其他部位要求较低。而且零件对刚性和韧性有一定要求,所 以使用45钢。 2.2零件的工艺分析 其余 图2.1加工零件图 该零件为45钢;零件图如上图2.1,中批量生产;该工序在卧式 铣床上用三面刃铣刀加工。由零件图可知,所设计的夹具应满足以下工 序加工要求: 0.27mm 1.槽宽120。 2.槽宽至工件底面的位置尺寸620.10mm。 140.043 3.槽两侧面对0孔轴线的对称度0.2mm。 4.槽底面对工件B面的垂直度0.10mm。 三.工艺规程设计 3.1确定毛坯的制造形式 根据材料45钢,生产类型为中批生产及零件形状要求,可选择铸 造件。主要表面虽然加工精度较高,但可以在正常的生产条件下,采用 较经济的方法保证质量地加工出来。 3.2基面的选择 1、粗基准选择应当满足以下要求: (1)粗基准的选择应以加工表面为粗基准。目的是为了保证加工面 与不加工面的相互位置关系精度。如果工件上表面上有好几个不需加工 的表面,则应选择其中与加工表面的相互位置精度要求较高的表面作为 粗基准。以求壁厚均匀、外形对称、少装夹等。 (2)选择加工余量要











王子****青蛙
 实名认证
实名认证
 内容提供者
内容提供者
最近下载




