

如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
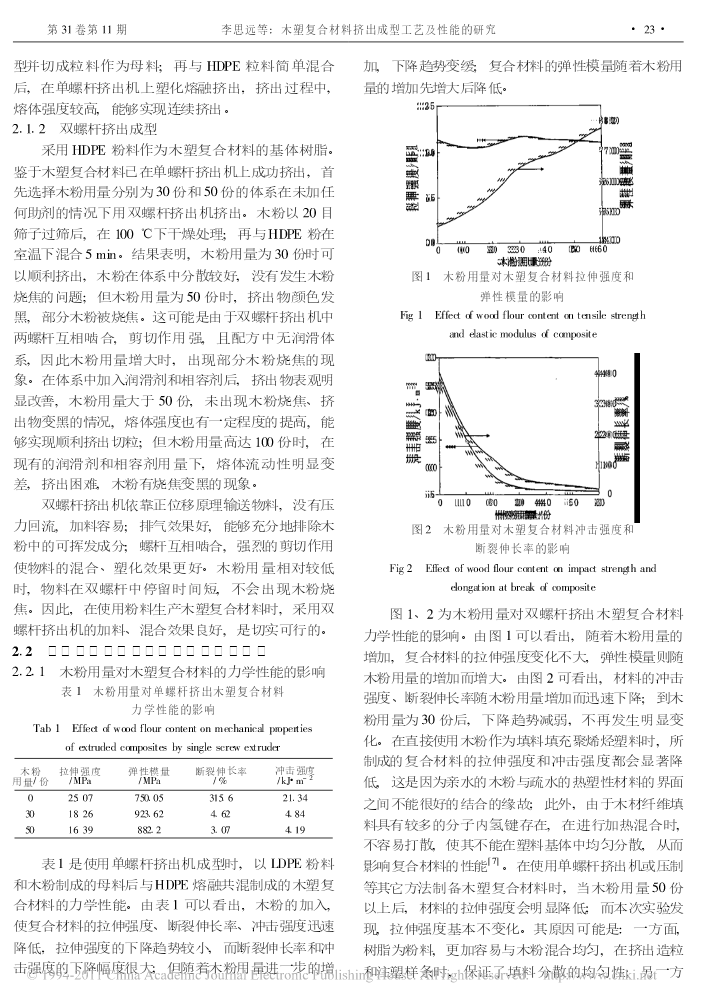
塑料工业第31卷第11期 �22�CHINAPLASTICSINDUSTRY2003年11月 成型加工木塑复合材料挤出成型工艺及性能的研究�� 与设备 李思远,杨�伟,杨鸣波� (四川大学高分子科学与工程学院,四川成都610065) ��摘要:研究了木塑复合材料的挤出成型工艺,以及木粉用量、相容剂对材料性能的影响。结果表明:用双螺杆挤 出机代替单螺杆挤出机挤出成型,是一种可行的方法;并解决了加料困难、木粉用量增大时烧焦以及体系分散不均匀 等问题,获得了更好的混合、塑化效果,所得木塑复合材料具有良好的加工流动性;木粉的加入对加工流动性的影响 不大;木塑材料的拉伸强度随木粉用量的增加而基本保持不变。 关键词:木塑复合材料;挤出成型;流动性 中图分类号:TQ325�1+2���文献标识码:B���文章编号:1005-5770(2003)11-0022-03 ��随着森林资源的减少,木材供应量逐渐下降,已器制造厂;万能实验机:RGT-10,深圳市瑞格尔仪器 不能满足人们的生产生活需要;同时,塑料制品废弃有限公司;HAAKE转矩流变仪:SYSTEM40,美国 物的处理也日益成为一个亟待解决的环境问题。一种HaakeBuchler公司;高速混合机:GH-10D。 新型材料���木塑复合材料成为木材的理想代用品。1�3�工艺流程 它是利用木质纤维填料(包括木粉、秸杆、稻壳等)木塑复合材料的工艺流程如下如下: 和塑料(废旧热塑性塑料)为主要原料,添加加工助 剂,经过成型加工而制得的复合材料。国外在木塑复 合材料方面的研究,已经取得了巨大的成就,实现了 工业化生产,在人们生产生活中得到了非常广泛的应 用。[1]而国内在木塑复合材料方面的研究尚处在起步 阶段,工业化产品不多。国内木塑复合材料的主要成 1�4�性能测试 型方法是浸渍法[2~4]、浸注法[5]、模压法[6]、单螺杆 拉伸性能:按GB/T1040-1992在室温下进行测 挤出法[7]等;这些方法虽可以制得具有一定性能的木 试,拉伸速度为50mm/min;冲击性能:试样缺口半 塑复合材料,但是难以实现连续、大量的工业化生 径为2mm,制得的试样经过24h的时效处理后,按 产。本实验在单螺杆挤出木塑复合材料的基础上,初 GB/T1043-1993进行测试;加工流变性能:在 步实现了双螺杆挤出,并对成型工艺过程及材料性能 HAAKE转矩流变仪上进行测试,温度180�,转子 进行了研究,为工业化生产奠定了一定的基础。 转速30r/min,加料量40g。 1�实验部分 2�结果与讨论 原料 1�1�2�1�木塑复合材料挤出成型工艺的选择 粉料大庆石化 HDPE:5000s,,MFR=1�8g/2�1�1�单螺杆挤出成型 10min;木粉:20~80目,自制;硬脂酸、石蜡:工 单螺杆挤出过程中,由于单螺杆挤出机的输送作 业级,市售;EVA:7350s,台湾塑胶公司;马来酸 用主要是靠摩擦,使粉状物料加料困难;且单螺杆挤 酐改性聚乙烯自制。 :出机排气效果较差,物料在料筒中停留时间较长。所 仪器设备 1�2�以,在挤出过程中,木粉用量较大时,挤出物颜色变 单螺杆挤出机上海轻机模具厂 :SJ-20A�25,;深,有木粉烧焦的味道;且熔体强度随木粉用量增加 双螺杆挤出机:TSSJ-25,晨光化工研究院塑料机械迅速降低,当木粉用量到150份后,难于进行挤出。 研究所;注射机:PS40E5ASE,日精树脂工业株式会相对于HDPE,LDPE的熔体粘度较低,加工流 社;悬梁臂冲击实验机:UJ-40,河北省承德市材料动性更好。因此以粉料LDPE为基体树脂,添加100 实验机厂缺口制样机承德市金建检测仪 ;:XQZ-1,份木粉以及少量其它助剂,在单螺杆挤出机中挤出成 �通讯联系人yang@scu�edu�cn 作者简介:李思远,男,1978年生,硕士研究生,研究方向为木塑复合材料的结构和性能。 第31卷第11期李思远等:木塑复合材料挤出成型工艺及性能的研究�23� 型并切成粒料作为母料;再与HDPE粒料简单混合加,下降趋势变缓;复合材料的弹性模量随着木粉用 后,在单螺杆挤出机上塑化熔融挤出,挤出过程中,量的增加先增大后降低。 熔体强度较高,能够实现连续挤出。 2�1�2�双螺杆挤出成型 采用HDPE粉料作为木塑复合材料的基体树脂。 鉴于木塑复合材料已在单螺杆挤出机上成功挤出,首 先选择木粉用量分别为30份和50份的体系在未加任 何助剂的情况下用双螺杆挤出机挤出。木粉以20目 筛子过筛后,在100�下干燥处理;再与HDPE粉在 室温下混合5min。结果表明,木粉用量为30份时可 以顺利挤出,木粉在体系中分散较好,没有发生木粉图1�木粉用量对木塑复合材料拉伸强度和 烧焦的问题;但木粉用量为50份时,挤出物颜










qw****27
 实名认证
实名认证
 内容提供者
内容提供者
最近下载




