



如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
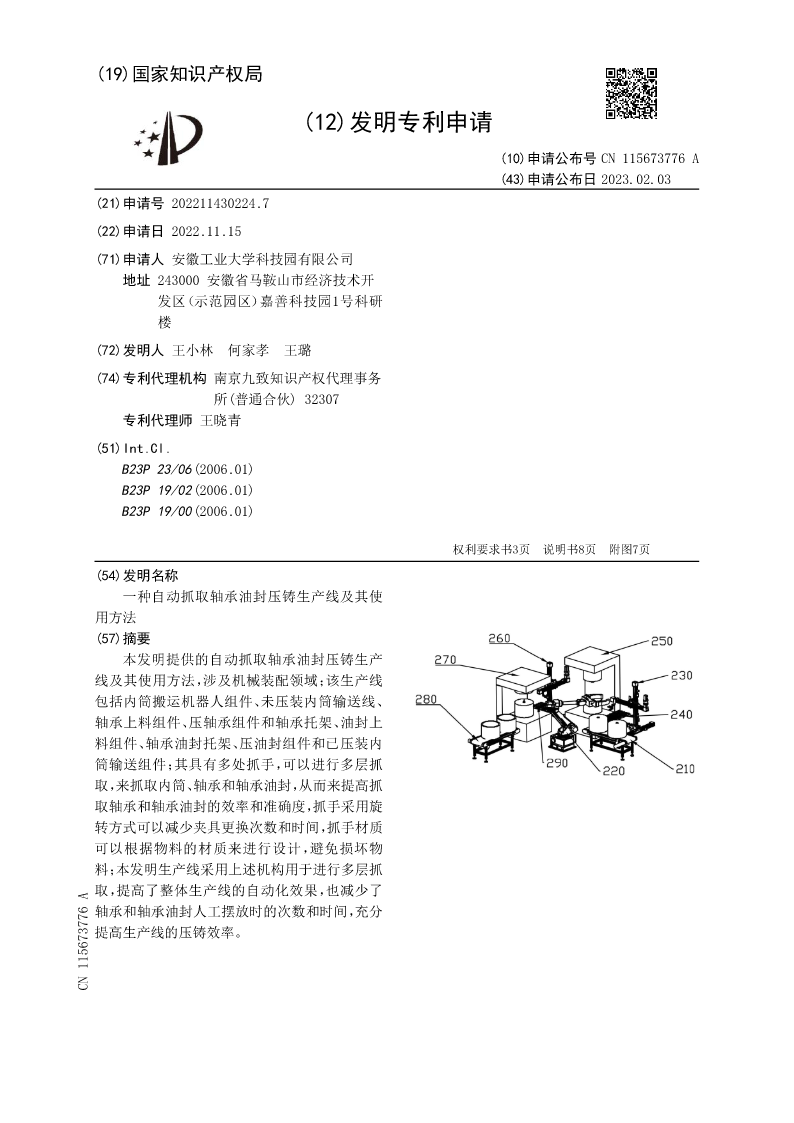
(19)国家知识产权局 (12)发明专利申请 (10)申请公布号CN115673776A (43)申请公布日2023.02.03 (21)申请号202211430224.7 (22)申请日2022.11.15 (71)申请人安徽工业大学科技园有限公司 地址243000安徽省马鞍山市经济技术开 发区(示范园区)嘉善科技园1号科研 楼 (72)发明人王小林何家孝王璐 (74)专利代理机构南京九致知识产权代理事务 所(普通合伙)32307 专利代理师王晓青 (51)Int.Cl. B23P23/06(2006.01) B23P19/02(2006.01) B23P19/00(2006.01) 权利要求书3页说明书8页附图7页 (54)发明名称 一种自动抓取轴承油封压铸生产线及其使 用方法 (57)摘要 本发明提供的自动抓取轴承油封压铸生产 线及其使用方法,涉及机械装配领域;该生产线 包括内筒搬运机器人组件、未压装内筒输送线、 轴承上料组件、压轴承组件和轴承托架、油封上 料组件、轴承油封托架、压油封组件和已压装内 筒输送组件;其具有多处抓手,可以进行多层抓 取,来抓取内筒、轴承和轴承油封,从而来提高抓 取轴承和轴承油封的效率和准确度,抓手采用旋 转方式可以减少夹具更换次数和时间,抓手材质 可以根据物料的材质来进行设计,避免损坏物 料;本发明生产线采用上述机构用于进行多层抓 取,提高了整体生产线的自动化效果,也减少了 轴承和轴承油封人工摆放时的次数和时间,充分 提高生产线的压铸效率。 CN115673776A CN115673776A权利要求书1/3页 1.一种自动抓取轴承油封压铸生产线,其特征在于,包括未压装内筒输送线(210)、内 筒搬运机器人组件(220)、轴承上料组件(230)、轴承托架(240)、压铸轴承组件(250)、油封 上料组件(260)、压油封组件(270)、已压装内筒输送组件(280)、轴承油封托盘(290)和控制 单元,所述控制单元控制连接于所述内筒搬运机器人组件(220)、轴承上料组件(230)、压铸 轴承组件(250)、油封上料组件(260)和压油封组件(270); 所述内筒搬运机器人组件(220)布设在所述未压装内筒输送线(210)的输送方向上,所 述轴承托架(240)布设在所述未压装内筒输送线(210)的一侧,且其延伸方向垂直于所述未 压装内筒输送线(210)输送方向;所述轴承上料组件(230)和压铸轴承组件(250)分设在所 述轴承托架(240)平行于其延伸方向的两侧;所述未压装内筒输送线(210)用于输送若干未 压装的内筒,所述轴承托架(240)用于存储若干大轴承、小轴承;所述控制单元控制内筒搬 运机器人组件(220)拾取未压装的内筒并置于所述压铸轴承组件(250)的第一压台(251) 上、控制轴承上料组件(230)依次拾取小轴承和大轴承并置于第一压台(251)上,并且控制 压铸轴承组件(250)将第一压台(251)上依次放置的小轴承、未压装的内筒和大轴承压铸, 获得压铸轴承内筒; 所述压油封组件(270)设置在所述内筒搬运机器人组件(220)远离未压装内筒输送线 (210)的一侧,且所述压油封组件(270)、压铸轴承组件(250)和未压装内筒输送线(210)环 设在所述内筒搬运机器人组件(220)周圈;所述油封上料组件(260)位于所述压铸轴承组件 (250)和所述压油封组件(270)之间,所述轴承油封托盘(290)设置在所述油封上料组件 (260)上;所述已压装内筒输送组件(280)设置在所述压油封组件(270)远离所述油封上料 组件(260)的一侧;所述轴承油封托盘(290)用于存储若干轴承油封;所述控制单元控制所 述内筒搬运机器人组件(220)拾取第一压台(251)上的压铸轴承内筒并翻转置于所述压油 封组件(270)的第二压台(2701)上、控制所述油封上料组件(260)拾取所述轴承油封并置于 第二压台(2701)上,并且控制所述压油封组件(270)将第二压台(2701)上依次放置的压铸 轴承内筒和轴承油封压铸,获得产品轴承;所述控制单元控制内筒搬运机器人组件(220)拾 取所述第二压台(2701)上的产品轴承并翻转置于所述已压装内筒输送组件(280)上,完成 压铸生产。 2.根据权利要求1所述的自动抓取轴承油封压铸生产线,其特征在于,所述未压装内筒 输送线(210)包括未压装内筒输送线支架(211)、在所述未压装内筒输送线支架(211)上配 合装配的第一驱动机构(212)、第一传送带(213)、第一托辊(214)和第一滚筒(215),所述第 一驱动机构(212)控制连接于所述控制单元;所述第一驱动机构(212)安装于所述未压装内 筒输送线支架(211)的一支撑腿内侧,所述第一驱动机
Ta的资源
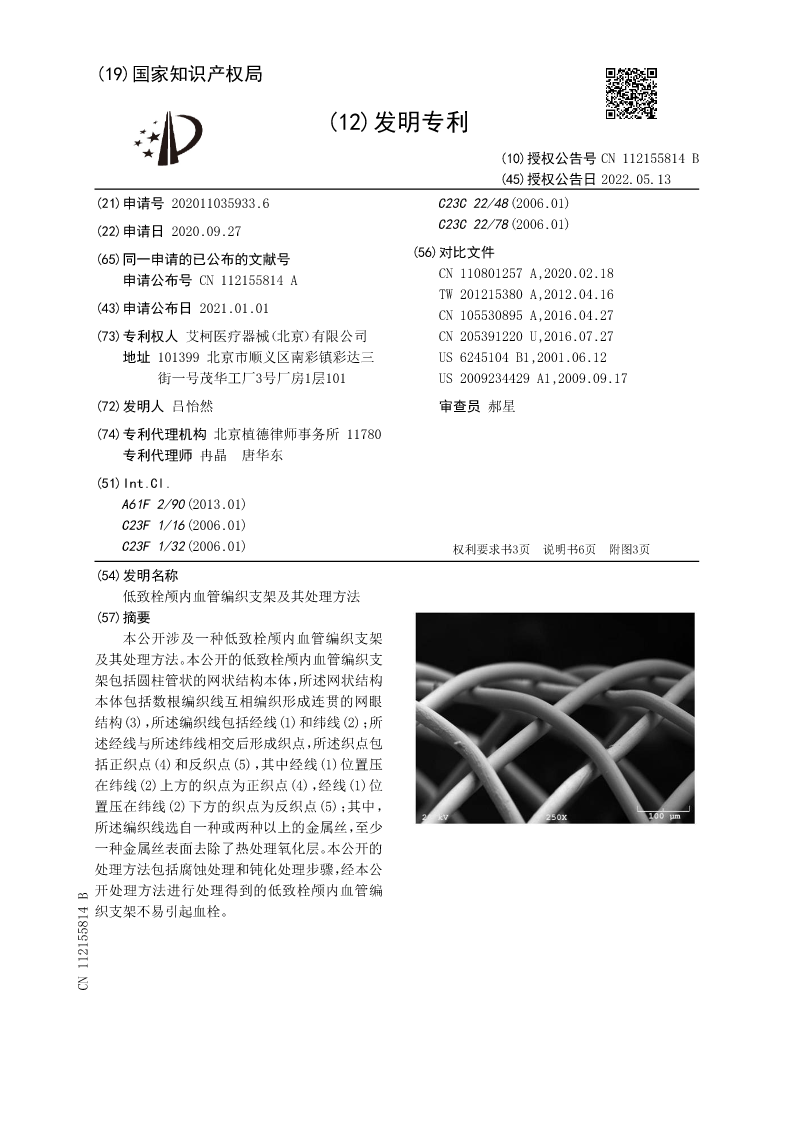
2020110359336低致栓颅内血管编织支架及其处理方法
2020110303186一种钙钛矿量子点聚合物粒子的制备方法
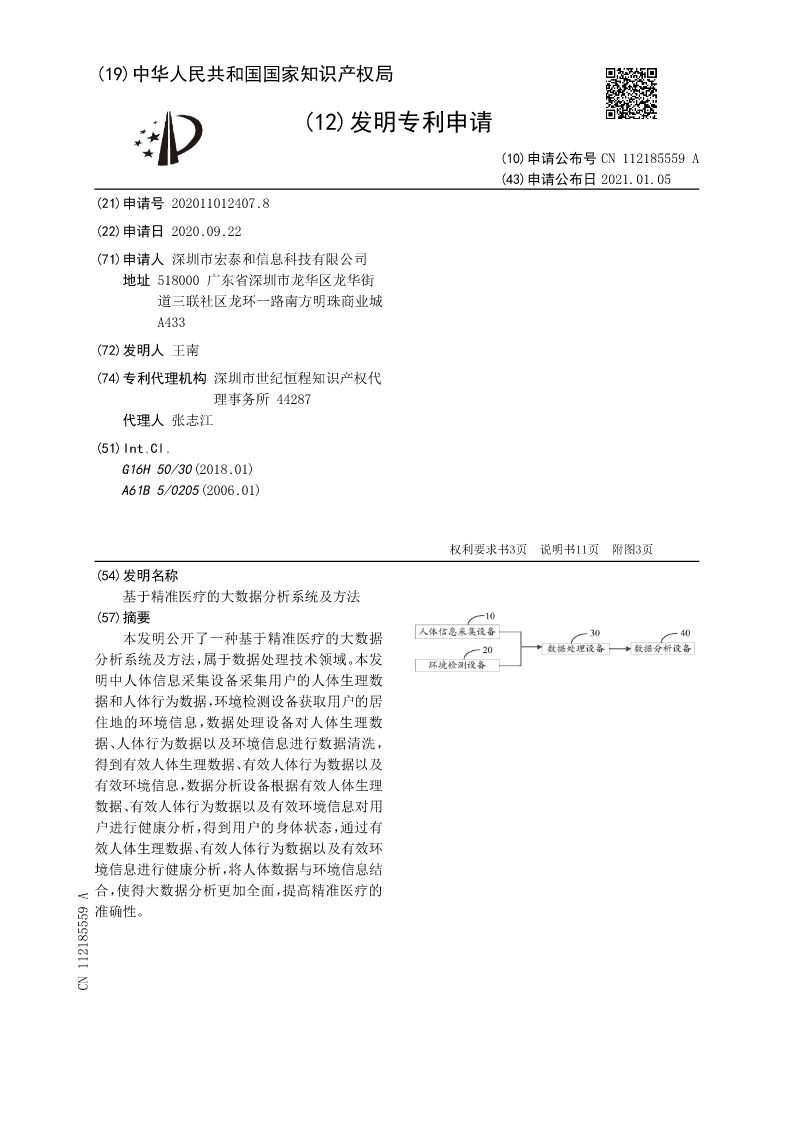
2020110124078基于精准医疗的大数据分析系统及方法
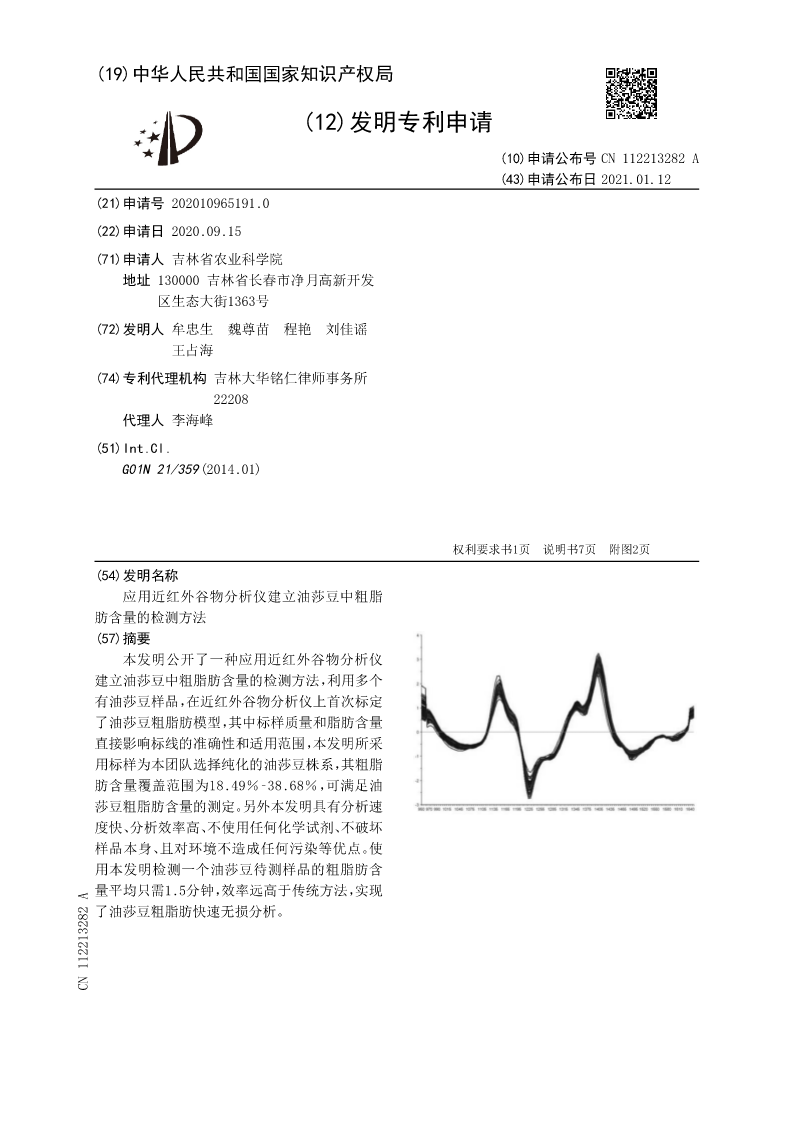
2020109651910 应用近红外谷物分析仪建立油莎豆中粗脂肪含量的检测方法
2020109529321一种铝合金用无氟无氯环保粒状精炼剂及其制备和应用
2020108899336一种新能源商用车总装车间线路布局
2020108620703城市燃气管网多输差协同计算模型及应用方法
2020108207369一种微交联阳离子型聚丙烯酰胺絮凝剂及其制备方法与应用
2020108035131一种基于全站仪的激光雷达外部参数标定方法
2020107682859一种内燃机等离子节油器阴阳极的制备方法

13****40
 实名认证
实名认证
 内容提供者
内容提供者
最近下载




