

如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
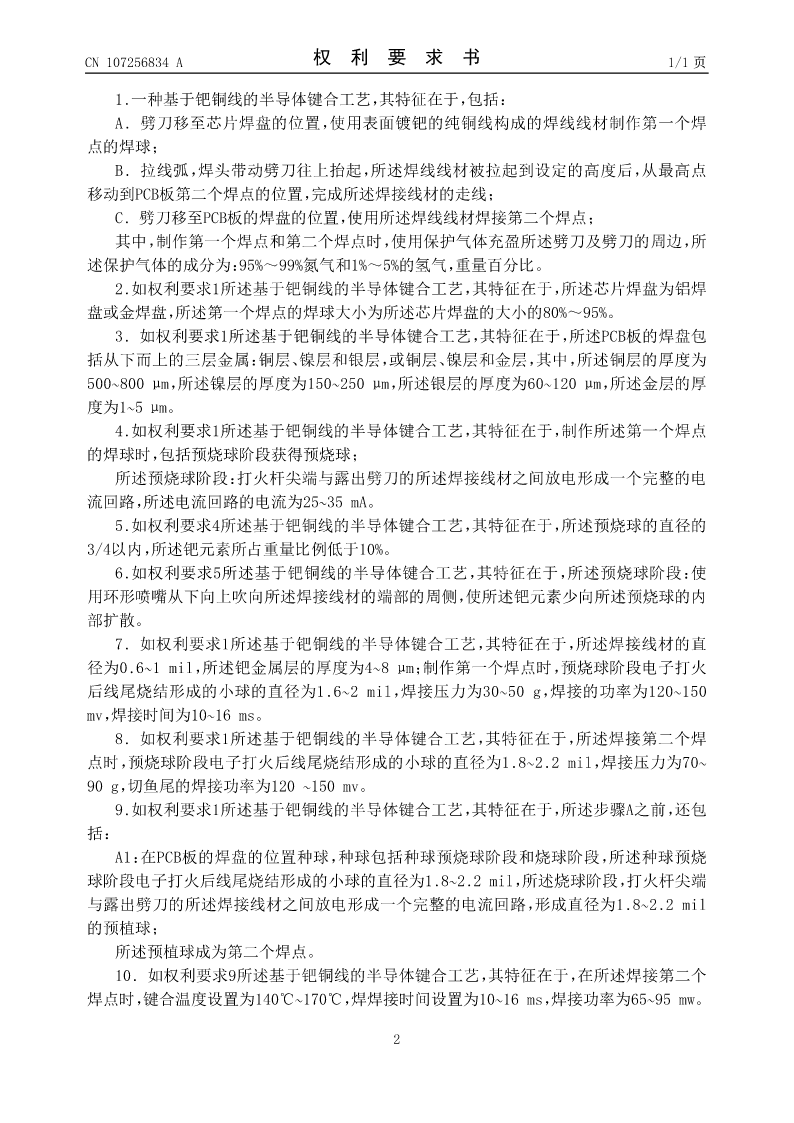
(19)中华人民共和国国家知识产权局 (12)发明专利申请 (10)申请公布号CN107256834A (43)申请公布日2017.10.17 (21)申请号201710541340.9 (22)申请日2017.07.05 (71)申请人廖伟春 地址518000广东省深圳市宝安区西乡兴 业路湾上六座花园6栋A单元 (72)发明人廖伟春 (74)专利代理机构深圳市创富知识产权代理有 限公司44367 代理人霍如肖 (51)Int.Cl. H01L21/60(2006.01) H05K3/34(2006.01) 权利要求书1页说明书6页附图7页 (54)发明名称 一种基于钯铜线的半导体键合工艺 (57)摘要 CN107256834A CN107256834A权利要求书1/1页 1.一种基于钯铜线的半导体键合工艺,其特征在于,包括: A.劈刀移至芯片焊盘的位置,使用表面镀钯的纯铜线构成的焊线线材制作第一个焊 点的焊球; B.拉线弧,焊头带动劈刀往上抬起,所述焊线线材被拉起到设定的高度后,从最高点 移动到PCB板第二个焊点的位置,完成所述焊接线材的走线; C.劈刀移至PCB板的焊盘的位置,使用所述焊线线材焊接第二个焊点; 其中,制作第一个焊点和第二个焊点时,使用保护气体充盈所述劈刀及劈刀的周边,所 述保护气体的成分为:95%~99%氮气和1%~5%的氢气,重量百分比。 2.如权利要求1所述基于钯铜线的半导体键合工艺,其特征在于,所述芯片焊盘为铝焊 盘或金焊盘,所述第一个焊点的焊球大小为所述芯片焊盘的大小的80%~95%。 3.如权利要求1所述基于钯铜线的半导体键合工艺,其特征在于,所述PCB板的焊盘包 括从下而上的三层金属:铜层、镍层和银层,或铜层、镍层和金层,其中,所述铜层的厚度为 500~800μm,所述镍层的厚度为150~250μm,所述银层的厚度为60~120μm,所述金层的厚 度为1~5μm。 4.如权利要求1所述基于钯铜线的半导体键合工艺,其特征在于,制作所述第一个焊点 的焊球时,包括预烧球阶段获得预烧球; 所述预烧球阶段:打火杆尖端与露出劈刀的所述焊接线材之间放电形成一个完整的电 流回路,所述电流回路的电流为25~35mA。 5.如权利要求4所述基于钯铜线的半导体键合工艺,其特征在于,所述预烧球的直径的 3/4以内,所述钯元素所占重量比例低于10%。 6.如权利要求5所述基于钯铜线的半导体键合工艺,其特征在于,所述预烧球阶段:使 用环形喷嘴从下向上吹向所述焊接线材的端部的周侧,使所述钯元素少向所述预烧球的内 部扩散。 7.如权利要求1所述基于钯铜线的半导体键合工艺,其特征在于,所述焊接线材的直 径为0.6~1mil,所述钯金属层的厚度为4~8μm;制作第一个焊点时,预烧球阶段电子打火 后线尾烧结形成的小球的直径为1.6~2mil,焊接压力为30~50g,焊接的功率为120~150 mv,焊接时间为10~16ms。 8.如权利要求1所述基于钯铜线的半导体键合工艺,其特征在于,所述焊接第二个焊 点时,预烧球阶段电子打火后线尾烧结形成的小球的直径为1.8~2.2mil,焊接压力为70~ 90g,切鱼尾的焊接功率为120~150mv。 9.如权利要求1所述基于钯铜线的半导体键合工艺,其特征在于,所述步骤A之前,还包 括: A1:在PCB板的焊盘的位置种球,种球包括种球预烧球阶段和烧球阶段,所述种球预烧 球阶段电子打火后线尾烧结形成的小球的直径为1.8~2.2mil,所述烧球阶段,打火杆尖端 与露出劈刀的所述焊接线材之间放电形成一个完整的电流回路,形成直径为1.8~2.2mil 的预植球; 所述预植球成为第二个焊点。 10.如权利要求9所述基于钯铜线的半导体键合工艺,其特征在于,在所述焊接第二个 焊点时,键合温度设置为140℃~170℃,焊焊接时间设置为10~16ms,焊接功率为65~95mw。 2 CN107256834A 一种基于钯铜线的半导体键合工艺 技术领域 [0001]本发明涉及半导体封装技术领域,尤其涉及一种基于钯铜线的半导体键合工艺。 背景技术 [0002] 3 CN107256834A说明书2/6页 [0010]优选的,预烧球阶段:使用环形喷嘴从下向上吹向焊接线材的端部的周侧,从下向 上吹,使钯元素少向预烧球的内部扩散。 [0011] 优选的,焊接线材的直径为0.6~0.8mil。 [0012] 优选的,焊接线材的直径为0.8mil,钯金属层的厚度为4~8μm;制作第一个焊点 时,预烧球阶段电子打火后线尾烧结形成的小球的直径为1.6~2mil,焊接压力为30~50g, 焊接的功率为120~150mv,焊接时间为10~16ms。 [0013]优选的,焊接第二个焊点时,预烧球阶段电子打火
Ta的资源
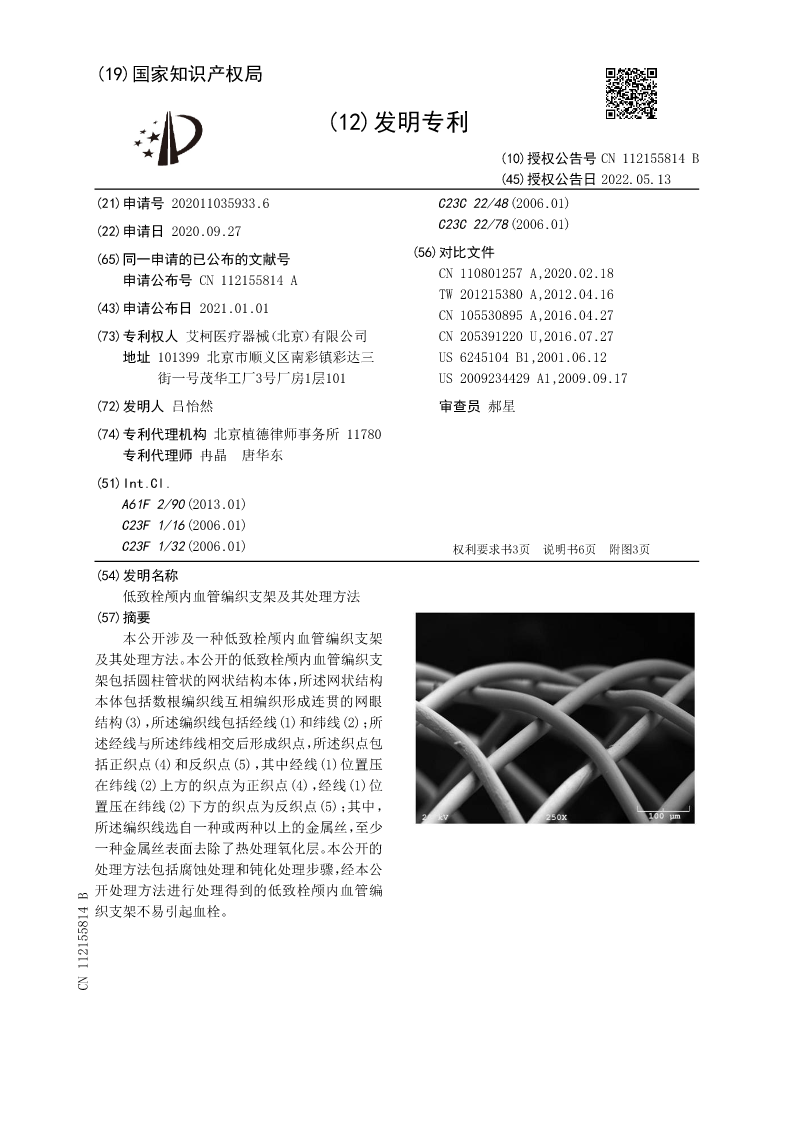
2020110359336低致栓颅内血管编织支架及其处理方法
2020110303186一种钙钛矿量子点聚合物粒子的制备方法
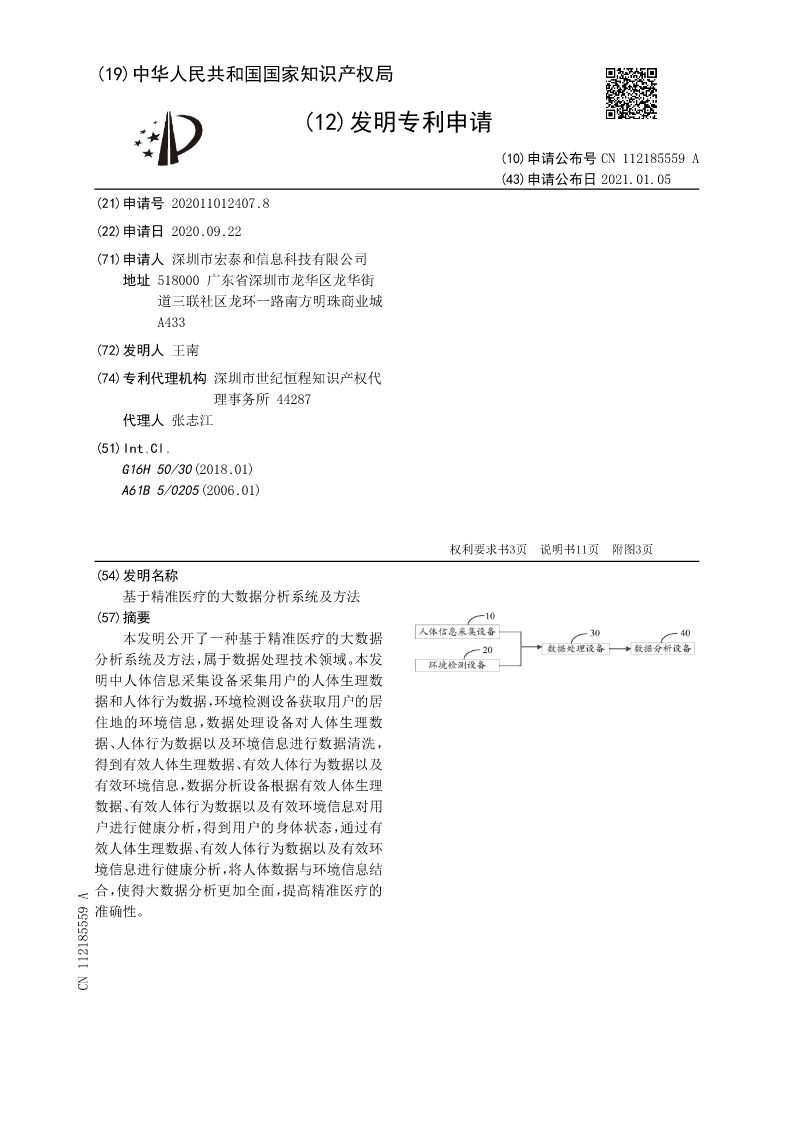
2020110124078基于精准医疗的大数据分析系统及方法
2020109651910 应用近红外谷物分析仪建立油莎豆中粗脂肪含量的检测方法
2020109529321一种铝合金用无氟无氯环保粒状精炼剂及其制备和应用
2020108899336一种新能源商用车总装车间线路布局
2020108620703城市燃气管网多输差协同计算模型及应用方法
2020108207369一种微交联阳离子型聚丙烯酰胺絮凝剂及其制备方法与应用
2020108035131一种基于全站仪的激光雷达外部参数标定方法
2020107682859一种内燃机等离子节油器阴阳极的制备方法

13****40
 实名认证
实名认证
 内容提供者
内容提供者
最近下载




