

如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
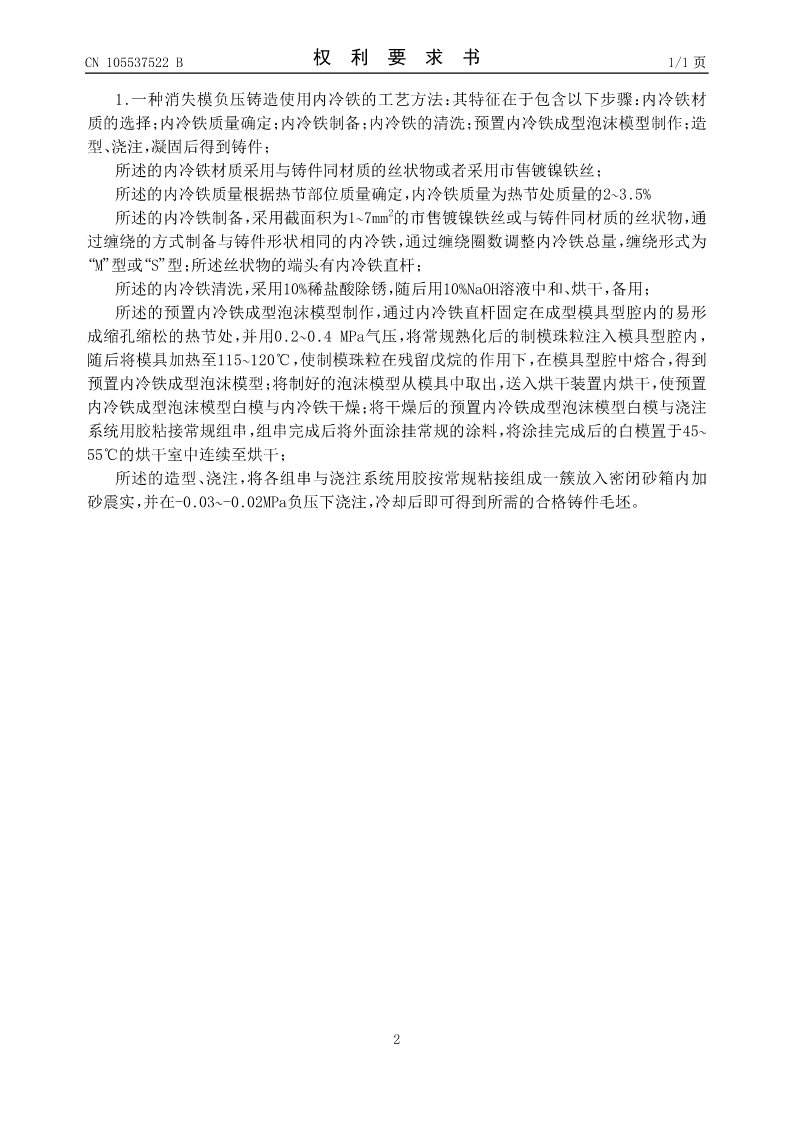
(19)中华人民共和国国家知识产权局 (12)发明专利 (10)授权公告号CN105537522B (45)授权公告日2017.09.05 (21)申请号201610095494.5审查员梁秀兰 (22)申请日2016.02.22 (65)同一申请的已公布的文献号 申请公布号CN105537522A (43)申请公布日2016.05.04 (73)专利权人江苏钜源机械有限公司 地址211500江苏省南京市六合经济开发 区新港湾路 (72)发明人燕声壮项恒新王章忠王红星 (74)专利代理机构南京天翼专利代理有限责任 公司32112 代理人汤志武 (51)Int.Cl. B22C9/04(2006.01) B22D15/00(2006.01)权利要求书1页说明书3页附图2页 (54)发明名称 一种消失模负压铸造使用内冷铁的工艺方 法 (57)摘要 本发明属于铸造技术领域,涉及一种使用内 冷铁消失模负压铸造生产分散热节类内部无缩 孔缩松合格铸件的工艺方法。包含内冷铁材质的 选择、内冷铁质量确定、内冷铁制备、内冷铁的清 洗、预置内冷铁成型泡沫模型制作、造型、浇注, 凝固后得到铸件。内冷铁采用与铸件材质相同的 或市售镀镍丝状结构,便于制备与铸件相同形状 的内冷铁。内冷铁采用直杆和缠绕相结合的结构 形式,直杆结构起固定、支撑作用,可防止冷铁质 量过大压塌消失模型腔。内冷铁结构简单、成本 低,操作简单,可靠性强,适用性性强,适用于具 有分散热节消失模铸造成形的铸件。 CN105537522B CN105537522B权利要求书1/1页 1.一种消失模负压铸造使用内冷铁的工艺方法:其特征在于包含以下步骤:内冷铁材 质的选择;内冷铁质量确定;内冷铁制备;内冷铁的清洗;预置内冷铁成型泡沫模型制作;造 型、浇注,凝固后得到铸件; 所述的内冷铁材质采用与铸件同材质的丝状物或者采用市售镀镍铁丝; 所述的内冷铁质量根据热节部位质量确定,内冷铁质量为热节处质量的2~3.5% 2 所述的内冷铁制备,采用截面积为1~7mm的市售镀镍铁丝或与铸件同材质的丝状物,通 过缠绕的方式制备与铸件形状相同的内冷铁,通过缠绕圈数调整内冷铁总量,缠绕形式为 “M”型或“S”型;所述丝状物的端头有内冷铁直杆; 所述的内冷铁清洗,采用10%稀盐酸除锈,随后用10%NaOH溶液中和、烘干,备用; 所述的预置内冷铁成型泡沫模型制作,通过内冷铁直杆固定在成型模具型腔内的易形 成缩孔缩松的热节处,并用0.2~0.4MPa气压,将常规熟化后的制模珠粒注入模具型腔内, 随后将模具加热至115~120℃,使制模珠粒在残留戊烷的作用下,在模具型腔中熔合,得到 预置内冷铁成型泡沫模型;将制好的泡沫模型从模具中取出,送入烘干装置内烘干,使预置 内冷铁成型泡沫模型白模与内冷铁干燥;将干燥后的预置内冷铁成型泡沫模型白模与浇注 系统用胶粘接常规组串,组串完成后将外面涂挂常规的涂料,将涂挂完成后的白模置于45~ 55℃的烘干室中连续至烘干; 所述的造型、浇注,将各组串与浇注系统用胶按常规粘接组成一簇放入密闭砂箱内加 砂震实,并在-0.03~-0.02MPa负压下浇注,冷却后即可得到所需的合格铸件毛坯。 2 CN105537522B说明书1/3页 一种消失模负压铸造使用内冷铁的工艺方法 技术领域 [0001]本发明属于铸造技术领域,具体涉及一种使用内冷铁消失模负压铸造生产分散热 节类内部无缩孔缩松合格铸件的工艺方法。 背景技术 [0002]消失模铸造是铸造行业的新兴铸造工艺方法,它是将与铸件尺寸形状相似的发泡 塑料模型粘结组合成模型簇,刷涂耐火涂层并烘干后,埋在干石英砂中振动造型,在负压下 浇注液体金属,使模型气化并占据模型位置,凝固冷却后形成所需铸件的新型铸造方法。消 失模铸造的工艺过程比传统的砂型铸造工艺简单的多,它的工艺优点有:铸件精度高、设计 灵活、无传统铸造中的砂芯和制芯工部,不会出现传统砂型铸造中因砂芯尺寸、清洁生产和 减轻铸件毛坯的重量,机械加工余量小等优点。 [0003]由于消失模负压铸造先期冷却速度快的特点,使得具有分散热节类铸件在凝固过 程中,热节处得不到有效补缩而在铸件内部形成缩孔、缩松铸造缺陷,严重影响铸件质量甚 至报废。图1为具有典型分散热节类铸件。从图1中可看出,铸件有10处分散的螺纹孔凸台, 凸台处壁厚,为热节部位,非凸台处壁较薄,而整体铸件质量又比较小。由于热节分散,无法 进行集中补缩,浇注成形后铸件的热节处形成缩孔和缩松缺陷,机械加工后这些铸造缺陷 仍然存在,导致铸件报废。 发明内容 [0004]为了克服上述缺点,本发明提供了一种消失模负压铸造使用内冷铁的工艺方法。 其结构简单,制造成本低,工艺技术容易掌握,可靠性强。 [0005]本发明解决上述技术问题
Ta的资源
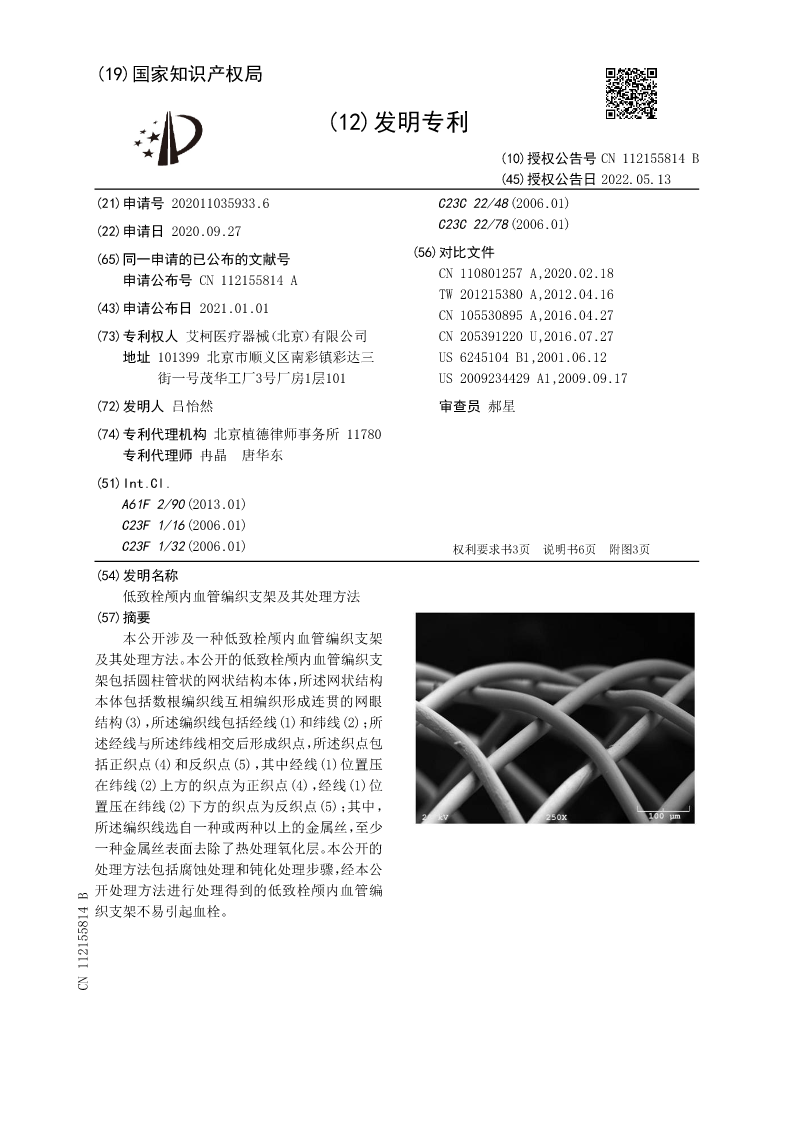
2020110359336低致栓颅内血管编织支架及其处理方法
2020110303186一种钙钛矿量子点聚合物粒子的制备方法
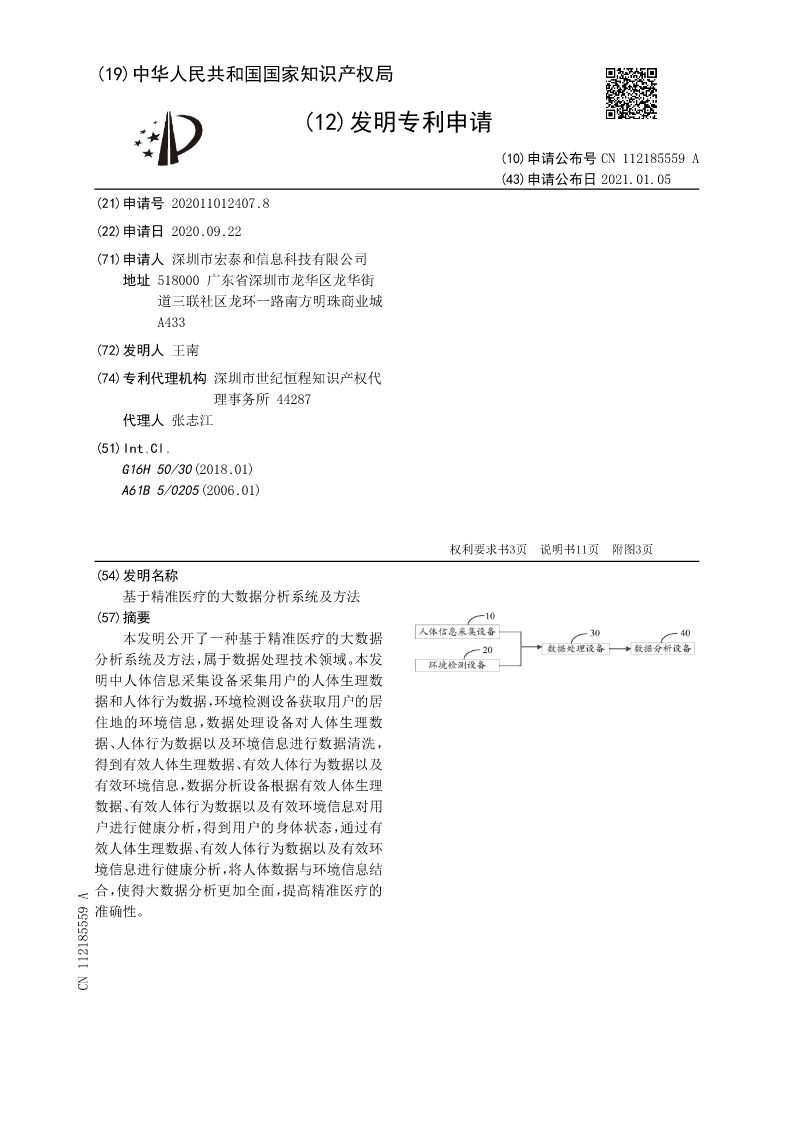
2020110124078基于精准医疗的大数据分析系统及方法
2020109651910 应用近红外谷物分析仪建立油莎豆中粗脂肪含量的检测方法
2020109529321一种铝合金用无氟无氯环保粒状精炼剂及其制备和应用
2020108899336一种新能源商用车总装车间线路布局
2020108620703城市燃气管网多输差协同计算模型及应用方法
2020108207369一种微交联阳离子型聚丙烯酰胺絮凝剂及其制备方法与应用
2020108035131一种基于全站仪的激光雷达外部参数标定方法
2020107682859一种内燃机等离子节油器阴阳极的制备方法

13****40
 实名认证
实名认证
 内容提供者
内容提供者
最近下载




