

如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
(19)中华人民共和国国家知识产权局 (12)发明专利申请 (10)申请公布号CN106636996A (43)申请公布日2017.05.10 (21)申请号201611007167.6B22F3/24(2006.01) (22)申请日2016.11.16C21D9/40(2006.01) C21D1/18(2006.01) (71)申请人马鞍山市恒欣减压器制造有限公司C22C101/06(2006.01) 地址243173安徽省马鞍山市当涂县石桥 镇镇东工业园区 (72)发明人周以林 (74)专利代理机构安徽合肥华信知识产权代理 有限公司34112 代理人方峥 (51)Int.Cl. C22C49/08(2006.01) C22C47/14(2006.01) B22F3/10(2006.01) B22F5/10(2006.01) B22F1/00(2006.01) 权利要求书1页说明书3页 (54)发明名称 一种致密无黑斑的铁基粉末冶金自润滑CNG 发动机气门座圈及其制作方法 (57)摘要 本发明公开了一种致密无黑斑的铁基粉末 冶金自润滑CNG发动机气门座圈,由下列重量份 的原料制成:铬6.4-6.6、钴4.4-4.6、镍0.7-1.2、 钕0.3-0.5、硼2.3-2.6、聚合磷铁粉3.6-4.3、铜 16-18、纳米二硫化钼1.3-1.5、氟化钙0.7-0.8、 碳化硅1.2-1.4、氯化锌0.2-0.3、三乙基硅烷 0.5-0.8、玻璃纤维1-2、高碳铬铁合金粉2-3、铁 62-65,本发明将改性后的纳米二硫化钼表面覆 盖一层铜膜作为固体润滑剂添加到基体材料中, 同时还添加碳化硅、钕、硼等成分,采用烧结、熔 渗、热处理工艺改变金属粒子相变,制得的产品 组织均匀、致密、稳定,无黑斑等缺陷。 CN106636996A CN106636996A权利要求书1/1页 1.一种致密无黑斑的铁基粉末冶金自润滑CNG发动机气门座圈,其特征在于,由下列重 量份的原料制成:铬6.4-6.6、钴4.4-4.6、镍0.7-1.2、钕0.3-0.5、硼2.3-2.6、聚合磷铁粉 3.6-4.3、铜16-18、纳米二硫化钼1.3-1.5、氟化钙0.7-0.8、碳化硅1.2-1.4、氯化锌0.2- 0.3、三乙基硅烷0.5-0.8、玻璃纤维1-2、高碳铬铁合金粉2-3、铁62-65。 2.根据权利要求1所述的一种致密无黑斑的铁基粉末冶金自润滑CNG发动机气门座圈 的制作方法,其特征在于包括以下步骤: (1)将纳米二硫化钼添加到质量浓度为5-15%的氯化锌水溶液中,超声分散均匀,加入 三乙基硅烷、氟化钙加热至50-70℃,搅拌12-24小时,过滤干燥; (2)将铜粉投入坩埚电阻炉中迅速升温至完全熔化,加入步骤(1)物料超声波搅拌混 匀,保温静置20-25分钟,将金属液经气体雾化制粉设备得粒径在100μm以下的铜包覆改性 纳米二硫化钼; (3)将高碳铬铁合金粉于700-800℃高温煅烧20-30分钟,立即放入水中降温至室温超 声分散10-15分钟,喷雾干燥,投入适量无水乙醇中,加入碳化硅、玻璃纤维、步骤(2)物料研 磨40-50分钟,烘干至完全除去无水乙醇,得混合粉体; (4)将铁粉和铬、钴、镍、钕、硼、聚合磷铁粉投入混粉机中球磨混合,加入步骤(3)混合 粉体加热至50-60℃,搅拌30-40分钟真空干燥,加入到模具中压制成所需形状,得到生坯; (5)将上述生坯和同样形状的铜片放入推杆炉中,在氢气的保护气氛下于1000-1200℃ 烧结熔渗1-2小时,用水套冷却方式冷却至室温; (6)将烧结熔渗完成后的气门座圈置于箱式炉中,加热到600-700℃,保温20-40分钟, 油淬至室温,再加热到245-255℃,保温50-70分钟,冷却出料。 2 CN106636996A说明书1/3页 一种致密无黑斑的铁基粉末冶金自润滑CNG发动机气门座圈 及其制作方法 技术领域 [0001]本发明涉及汽车发动机配件技术领域,尤其涉及一种致密无黑斑的铁基粉末冶金 自润滑CNG发动机气门座圈及其制作方法。 背景技术 [0002]压缩天然气(CNG)、液化石油气(LPG)和甲醇等作为内燃机的代用燃料是保护环境 和合理利用能源的有效途径。我国天然气资源丰富,作为发动机清洁燃料其市场前景巨大。 然而,使用新型能源,汽车零件特别是发动机气门座圈的使用工况会发生变化,对其材料也 提出了新的要求。CNG发动机的进、排气门座圈是控制燃气吸入与废气排出的重要工作部 件,在高温下经受气流的冲蚀和气门的高频率冲击磨擦,工作条件十分恶劣。一旦气门座圈 被冲击磨损,导致气门气密性降低,将大幅度降低发动机效率,以及有害成分气体的大量排 放。这就要求CNG发动机气门座圈有更高的耐热性
Ta的资源
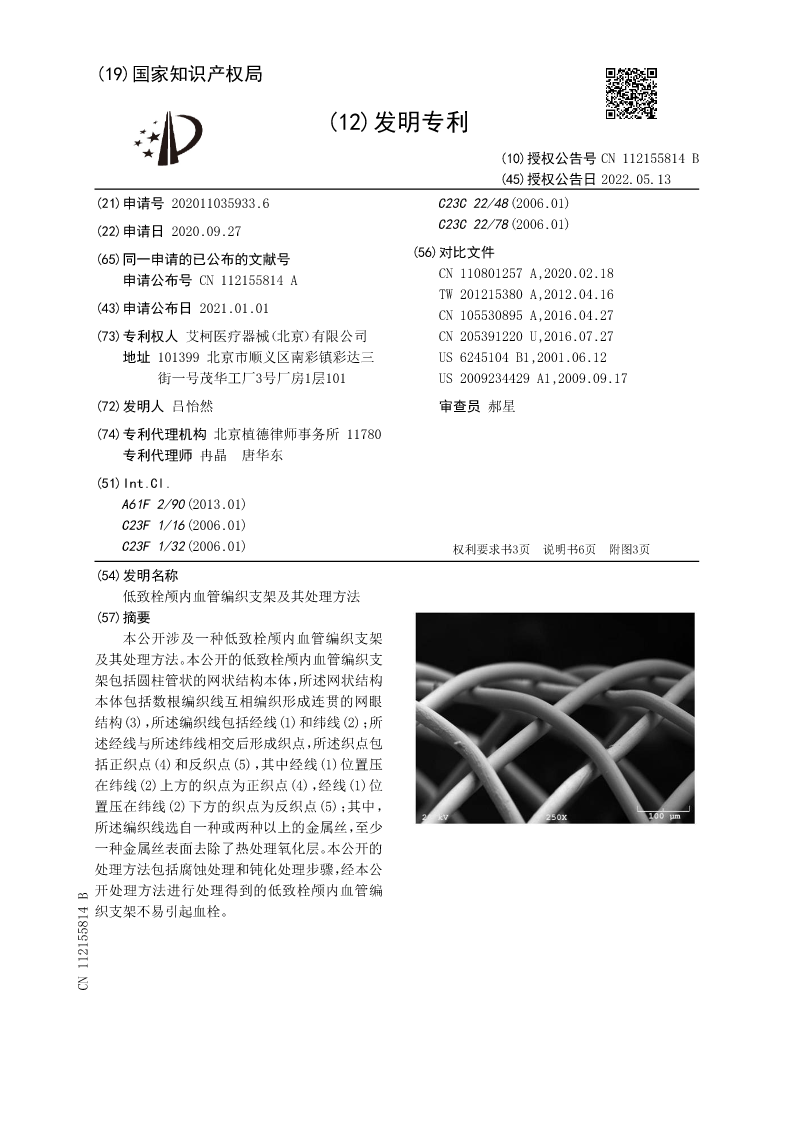
2020110359336低致栓颅内血管编织支架及其处理方法
2020110303186一种钙钛矿量子点聚合物粒子的制备方法
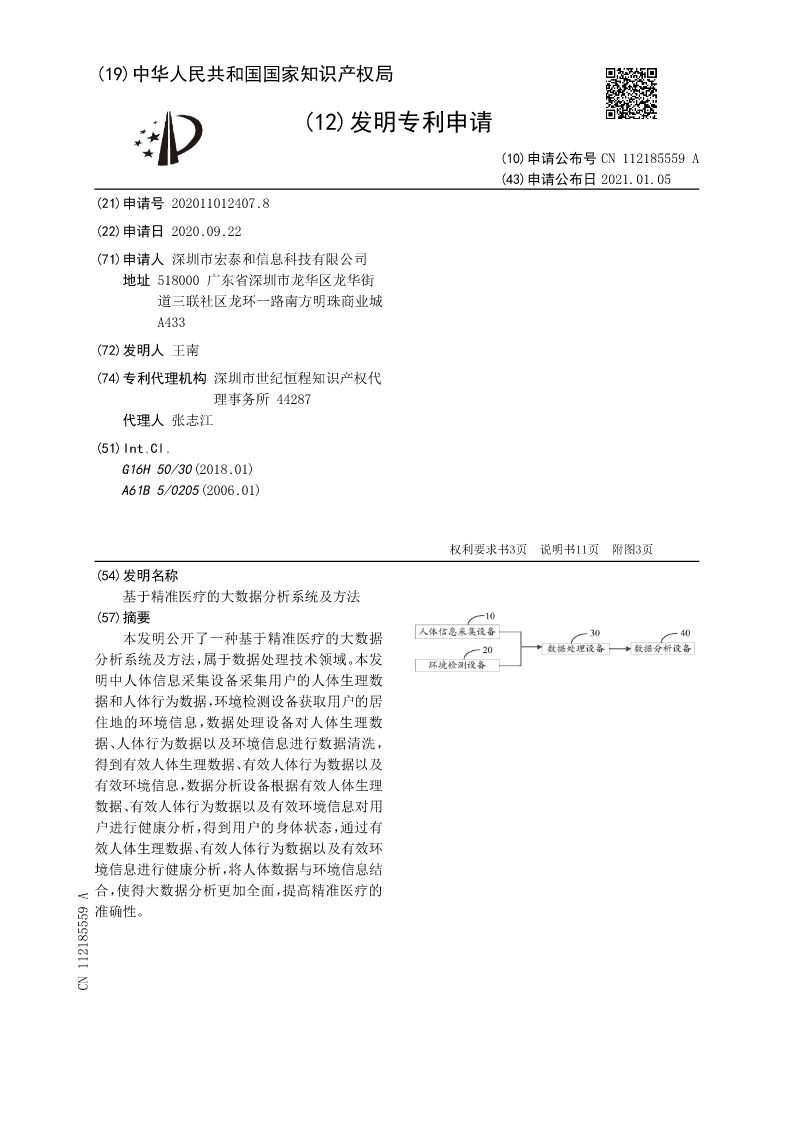
2020110124078基于精准医疗的大数据分析系统及方法
2020109651910 应用近红外谷物分析仪建立油莎豆中粗脂肪含量的检测方法
2020109529321一种铝合金用无氟无氯环保粒状精炼剂及其制备和应用
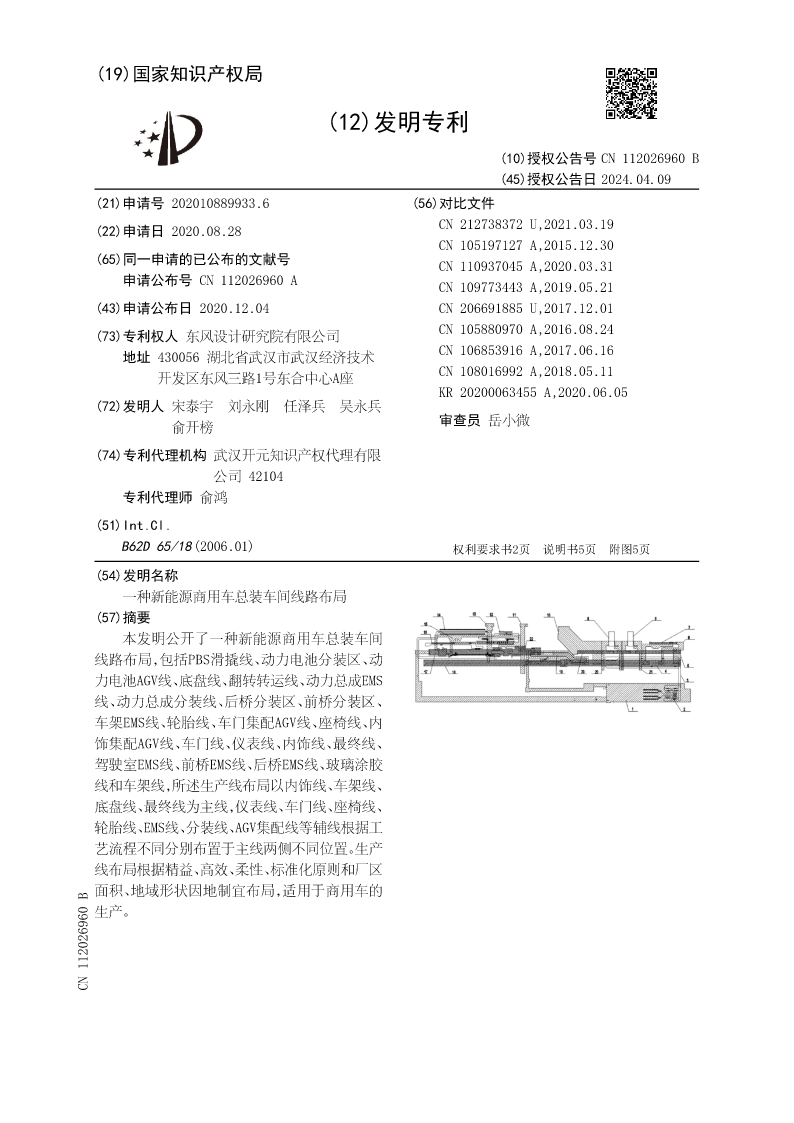
2020108899336一种新能源商用车总装车间线路布局
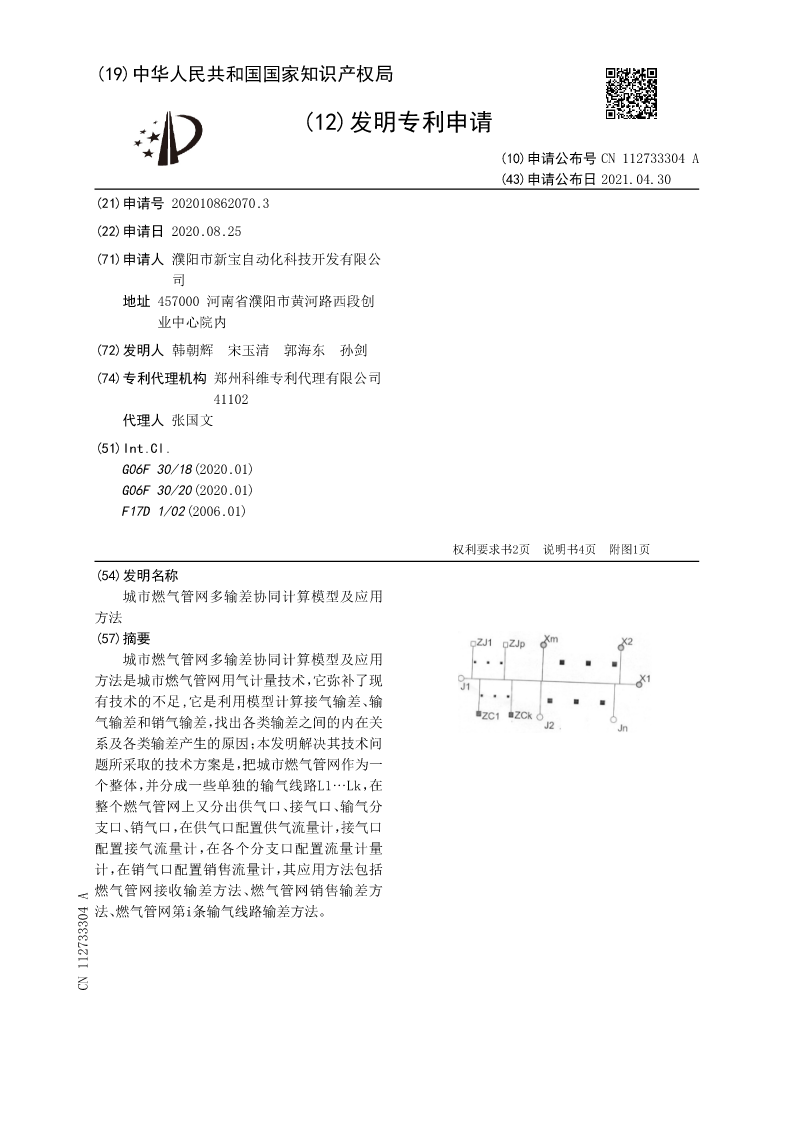
2020108620703城市燃气管网多输差协同计算模型及应用方法
2020108207369一种微交联阳离子型聚丙烯酰胺絮凝剂及其制备方法与应用
2020108035131一种基于全站仪的激光雷达外部参数标定方法
2020107682859一种内燃机等离子节油器阴阳极的制备方法

13****40
 实名认证
实名认证
 内容提供者
内容提供者
最近下载




