

如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
(19)中华人民共和国国家知识产权局 (12)发明专利 (10)授权公告号CN107746971B (45)授权公告日2019.04.30 (21)申请号201710973541.6C22B34/12(2006.01) (22)申请日2017.10.18C22C1/02(2006.01) B22D7/04(2006.01) (65)同一申请的已公布的文献号 申请公布号CN107746971A审查员李啸颖 (43)申请公布日2018.03.02 (73)专利权人云南钛业股份有限公司 地址651209云南省楚雄彝族自治州禄丰 县土官镇 (72)发明人黄海广李志敏曹占元韩从贵 常永康黄晓慧 (74)专利代理机构昆明正原专利商标代理有限 公司53100 代理人徐玲菊蒋文睿 (51)Int.Cl. C22B9/22(2006.01)权利要求书1页说明书3页 (54)发明名称 一种用电子束冷床炉浇铸钛或钛合金空心 锭的方法 (57)摘要 本发明公开一种用电子束冷床炉浇铸钛或 钛合金空心锭的方法,先安装电子束专用水冷同 轴铜坩埚;根据同轴坩埚中间的间隙设置电子束 的扫描花样;设置浇铸速度和拉锭速度;待铸锭 自然冷却后获得钛或钛合金空心锭。本发明避免 了打孔、锻造等工序,使得铸锭成材率大为提升。 该工艺设计简单、操作方便、使用效果好,能有效 解决传统空心铸锭模具损耗高,铸锭长度受模具 长度限制,铸锭在浇铸过程中卷入气泡等铸造缺 陷。采用此方法生产出来的铸锭表面质量好,无 铸造缺陷,经过铣床的简单铣面,即可使用,大大 提高了铸锭的一次成材率,可获得明显的经济利 益。 CN107746971B CN107746971B权利要求书1/1页 1.一种用电子束冷床炉浇铸钛或钛合金空心锭的方法,其特征在于包括以下步骤: 步骤一、将电子束专用水冷同轴铜坩埚安装至电子束冷床拉锭支架平台上,使坩埚的 浇铸口与电子束冷床炉对齐后,将内侧坩埚安装于支撑平台上,并固定; 步骤二、测量内外坩埚间的宽度D1,并测量电子束出口至外层坩埚内端面的最远距离记 为D2,电子束出口至内层坩埚的外端面距离为D3,以电子束出口至内层坩埚的外壁设置电子 束扫描下限区,以电子束出口至外层坩埚内缘设置电子束扫描上限区,扫描的夹角θ限定在 步骤三、将坩埚按圆周角均分为8等分,在每个等分中设置扫描点数及图形,相邻点数 扫描时间间隔为0.02ms,单位面积内的扫描点数设置为25000~50000点,扫描模式设置为线 扫描;以浇口位置为起点,将8等分的扫描图形按逆时针以1#~8#进行命名,1#~4#图形由1号 电子枪负责扫描,4#~8#图形由2号电子枪负责扫描; 步骤四、设置好坩埚的扫描图形后,开启熔炼电子枪、一次精炼电子枪、二次精炼电子 枪,待熔炼的金属钛液流进结晶器时,开启坩埚的1#和8#扫描图形,对流进坩埚的金属钛液 进行能量补偿,使得刚流进坩埚的金属钛液保持液态,此后不断进行浇铸,钛液流到那个区 域,打开负责该扫描区域的电子束扫描图形,直到钛金属液体铺满整个坩埚时,开始进行引 锭,引锭期间的熔炼速度控制在 待熔炼完成后,进行环形补缩收口,供端面冷却所需的能量后,关闭所有的电子枪; 步骤五、在炉内冷2~3小时后,将锭子进行出锭,即获得空心铸锭。 2 CN107746971B说明书1/3页 一种用电子束冷床炉浇铸钛或钛合金空心锭的方法 技术领域 [0001]本发明涉及一种用电子束冷床炉浇铸钛或钛合金空心锭的方法,属于工程应用技 术领域。 背景技术 [0002]在钛或钛合金管材的制备过程中,通常要在铸锭端口进行打孔,同时受原料规格 的限制,生产出来的铸锭规格不能直接用于穿管机上进行穿管使用。所以在传统的生产工 艺中,还需要增加锻造工序,对原料进行加工,造成原料的大量浪费。 发明内容 [0003]本发明所要解决的技术问题在于针对传统钛及钛合金管材制备的技术的不足,提 供一种钛或钛合金的电子束冷床炉浇铸空心铸锭办法,以提高铸锭的制管成材率。 [0004]为解决上述技术问题,本发明采用的技术方案是:一种用电子束冷床炉浇铸钛或 钛合金空心锭的方法,包括以下步骤: [0005]步骤一、将电子束专用水冷同轴铜坩埚(外壳)安装至电子束冷床拉锭支架平台 上,使坩埚的浇铸口与电子束冷床炉对齐后,将内侧坩埚安装于支撑平台上,并固定; [0006]步骤二、测量内外坩埚间的宽度D1(内坩埚的外侧至外坩埚的内侧水平间的距 离),并测量电子束出口至外层坩埚内端面的最远距离记为D2,电子束出口至内层坩埚的外 端面距离为D3,以电子束出口至内层坩埚的外壁设置电子束扫描下限区,以电子束出口至 外层坩埚内缘设置电子束扫描上限区,扫描的夹角θ限定在 [0007] [0008]步骤三、将坩
Ta的资源
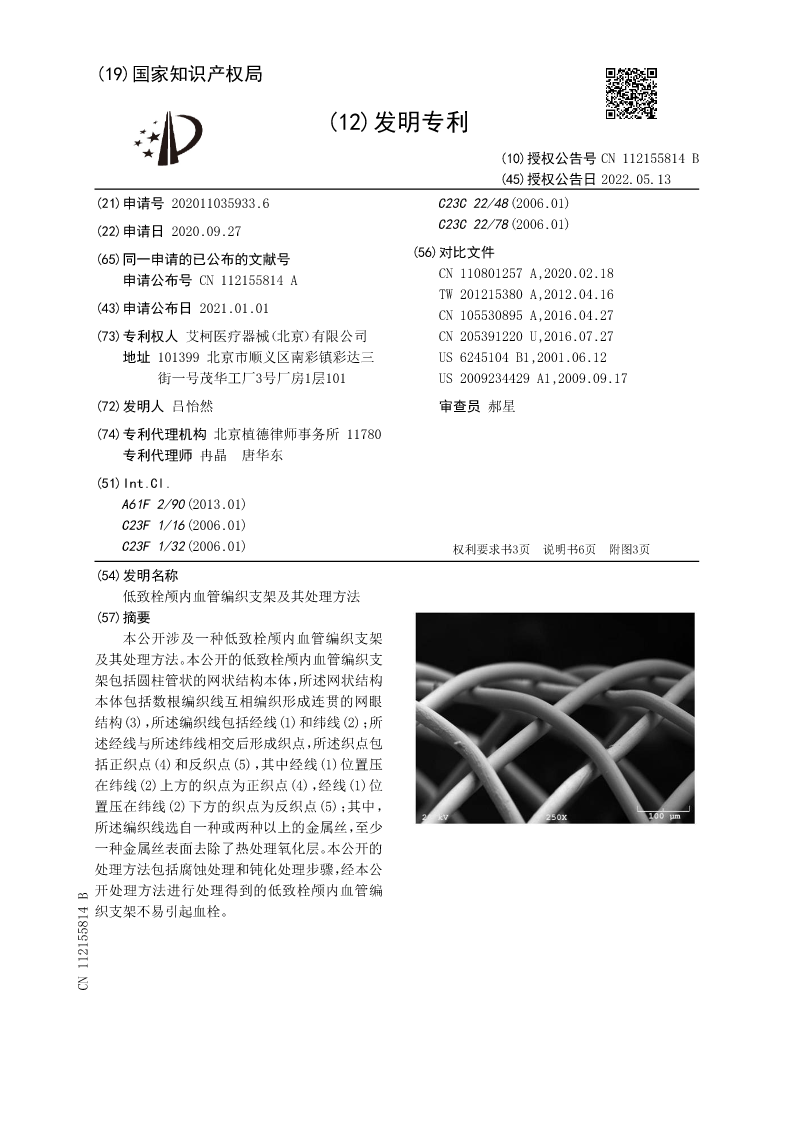
2020110359336低致栓颅内血管编织支架及其处理方法
2020110303186一种钙钛矿量子点聚合物粒子的制备方法
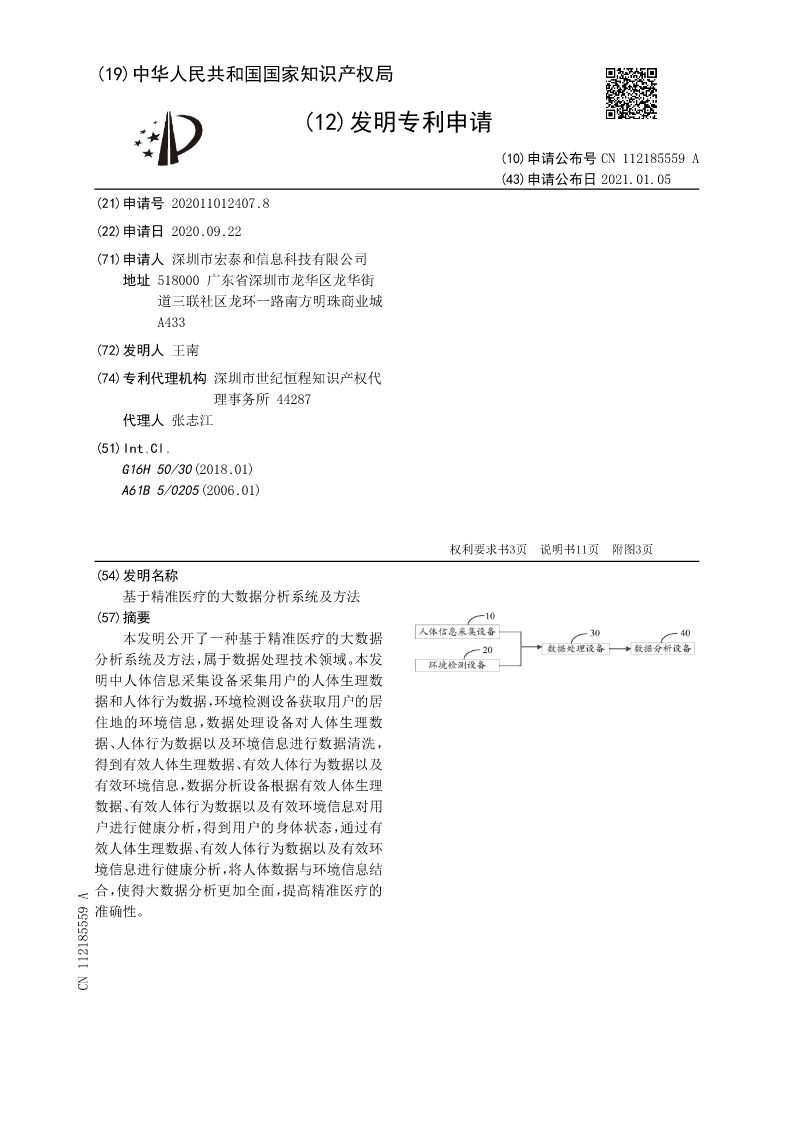
2020110124078基于精准医疗的大数据分析系统及方法
2020109651910 应用近红外谷物分析仪建立油莎豆中粗脂肪含量的检测方法
2020109529321一种铝合金用无氟无氯环保粒状精炼剂及其制备和应用
2020108899336一种新能源商用车总装车间线路布局
2020108620703城市燃气管网多输差协同计算模型及应用方法
2020108207369一种微交联阳离子型聚丙烯酰胺絮凝剂及其制备方法与应用
2020108035131一种基于全站仪的激光雷达外部参数标定方法
2020107682859一种内燃机等离子节油器阴阳极的制备方法

13****40
 实名认证
实名认证
 内容提供者
内容提供者
最近下载




