



如果您无法下载资料,请参考说明:
1、部分资料下载需要金币,请确保您的账户上有足够的金币
2、已购买过的文档,再次下载不重复扣费
3、资料包下载后请先用软件解压,在使用对应软件打开
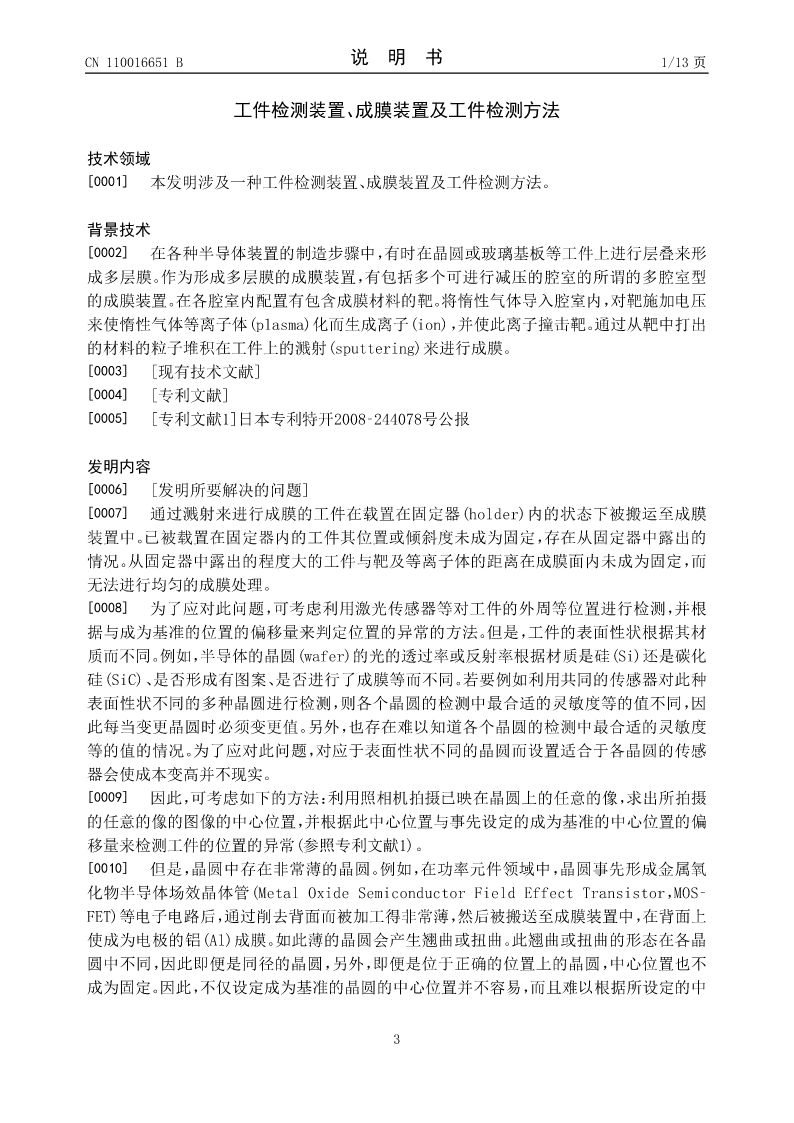
(19)中华人民共和国国家知识产权局 (12)发明专利 (10)授权公告号CN110016651B (45)授权公告日2022.04.01 (21)申请号201811508725.6(51)Int.Cl. (22)申请日2018.12.11C23C14/54(2006.01) C23C14/56(2006.01) (65)同一申请的已公布的文献号C23C14/34(2006.01) 申请公布号CN110016651AH01L21/66(2006.01) (43)申请公布日2019.07.16H01L21/67(2006.01) (30)优先权数据(56)对比文件 2017-2381612017.12.12JPCN102420154A,2012.04.18 (73)专利权人芝浦机械电子装置株式会社CN104979166A,2015.10.14 地址日本神奈川县横浜市荣区笠间二丁目CN1733578A,2006.02.15 5番1号(邮编:247-8610)JP2010138467A,2010.06.24 CN105881102A,2016.08.24 (72)发明人小田喜文 审查员李玮 (74)专利代理机构北京同立钧成知识产权代理 有限公司11205 代理人杨贝贝臧建明 权利要求书1页说明书13页附图14页 (54)发明名称 工件检测装置、成膜装置及工件检测方法 (57)摘要 本发明提供一种可通过共同的检测部件,不 受工件的表面性状影响而检测存在翘曲等的工 件的位置的异常的工件检测装置、成膜装置及工 件检测方法。所述工件检测装置具有:第1设定部 (42),设定规定的大小的第1区域(S1);第2设定 部(43),设定比第1区域(S1)大,并将第1区域 (S1)全部纳入的第2区域(S2);检测部(44),检测 来自收容在固定器(H)且已被拍摄的晶圆(W)的 反射光的图像(Sw)对应于和第1区域(S1)与第2 区域(S2)之间的区域所重叠的区域的面积的值; 以及判定部(45),根据由检测部(44)所检测到的 值是否超过阈值,判定相对于固定器(H)的晶圆 (W)的位置有无异常。 CN110016651B CN110016651B权利要求书1/1页 1.一种工件检测装置,其特征在于,包括: 第1设定部,设定将来自工件的反射光的图像纳入的大小的第1区域,所述工件收容在 固定器的位于正常的位置; 第2设定部,设定比所述第1区域大,并将所述第1区域全部纳入的第2区域; 检测部,检测来自收容在所述固定器且已被拍摄的工件的反射光所形成的图像中,由 相当于所述工件的外缘的轮廓所包围的区域的反射光的图像对应于和所述第1区域与所述 第2区域之间的区域所重叠的区域的面积的值;以及 判定部,根据由所述检测部所检测到的值是否超过阈值,判定相对于所述固定器的所 述工件的位置有无异常。 2.根据权利要求1所述的工件检测装置,其特征在于,所述第1区域及所述第2区域为同 心圆。 3.根据权利要求1所述的工件检测装置,其特征在于,包括输入部,对利用所述第1设定 部的所述第1区域的设定进行指示,且 所述第2设定部对应于利用所述输入部的所述第1区域的设定,设定所述第2区域。 4.根据权利要求1所述的工件检测装置,其特征在于,包括显示部,显示对应于所述面 积的信息。 5.根据权利要求4所述的工件检测装置,其特征在于,所述显示部显示所述异常的信 息。 6.根据权利要求1所述的工件检测装置,其特征在于,包括: 单一的光源,对所述工件照射光;以及 摄像部,拍摄来自所述工件的反射光。 7.一种成膜装置,其特征在于,包括: 根据权利要求1至6中任一项所述的工件检测装置;以及 成膜部,针对已由所述工件检测装置判定有无位置的异常的工件进行成膜。 8.一种工件检测方法,其特征在于, 计算机或电子电路执行如下的处理: 第1设定处理,设定将来自工件的反射光的图像纳入的大小的第1区域,所述工件收容 在所述固定器的位于正常的位置; 第2设定处理,设定比所述第1区域大,并将所述第1区域全部纳入的第2区域; 检测处理,检测来自收容在所述固定器且已被拍摄的工件的反射光所形成的图像中, 由相当于所述工件的外缘的轮廓所包围的区域的反射光的图像对应于和所述第1区域与所 述第2区域之间的区域所重叠的区域的面积的值;以及 判定处理,根据由所述检测处理所检测到的值是否超过阈值,判定相对于固定器的所 述工件的位置有无异常。 2 CN110016651B说明书1/13页 工件检测装置、成膜装置及工件检测方法 技术领域 [0001]本发明涉及一种工件检测装置、成膜装置及工件检测方法。 背景技术 [0002]在各种半导体装置的制造步骤中,有时在晶圆或玻璃基板等工件上进行层叠来形 成多层膜。作为形成多层膜
Ta的资源

2024-2025学年吉林九台区加工河中学七年级数学第一学期期中考试模拟试题含解析

2024-2025学年吉林九台区加工河中学七年级数学第一学期期中综合测试试题含解析

2024-2025学年吉林九台区加工河中学七年级数学第一学期期中综合测试模拟试题含解析

2024-2025学年吉林九台区加工河中学七年级数学第一学期期中统考试题含解析

2024-2025学年吉林九台区加工河中学七年级数学第一学期期中统考模拟试题含解析

2024-2025学年吉林九台区加工河中学七年级数学第一学期期中经典试题含解析

2024-2025学年吉林九台区加工河中学七年级数学第一学期期中经典模拟试题含解析

2024-2025学年吉林九台区加工河中学七年级数学第一学期期中监测试题含解析

2024-2025学年吉林九台区加工河中学七年级数学第一学期期中监测模拟试题含解析

2024-2025学年吉林九台区加工河中学七年级数学第一学期期中检测试题含解析

lj****88
 实名认证
实名认证
 内容提供者
内容提供者
最近下载
最新上传
浙江省宁波市2024-2025学年高三下学期4月高考模拟考试语文试题及参考答案.docx
汤成难《漂浮于万有引力中的房屋》阅读答案.docx
四川省达州市普通高中2025届第二次诊断性检测语文试卷及参考答案.docx
山西省吕梁市2025年高三下学期第二次模拟考试语文试题及参考答案.docx
山西省部分学校2024-2025学年高二下学期3月月考语文试题及参考答案.docx
山西省2025年届高考考前适应性测试(冲刺卷)语文试卷及参考答案.docx
全国各地市语文中考真题名著阅读分类汇编.docx
七年级历史下册易混易错84条.docx
湖北省2024-2025学年高一下学期4月期中联考语文试题及参考答案.docx
黑龙江省大庆市2025届高三第三次教学质量检测语文试卷及参考答案.docx




